")
")
")
")
")
")
")
Категория: Полуавтоматы
Сварочный инвертор-полуавтомат Сварог TECH MIG 500 P (N36801)
или звоните по тел. 8 (812) 244-91-60
Запросить КП можно на mail@spb-svarka.ru
- Бесплатная доставка по СПб!
- Оплата по счёту или при получении.
- Являемся официальным дилером Сварог.
- Обратитесь для получения персональной скидки.
Информация о продукте
Сварочный инвертор-полуавтомат Сварог TECH MIG 500 P (N36801) — промышленная многопроцессная установка для полуавтоматической сварки MIG/MAG, ручной дуговой сварки MMA и аргонодуговой сварки TIG Lift. Аппарат рассчитан на интенсивную эксплуатацию в цехе, на участках изготовления металлоконструкций, в ремонтном производстве и при выполнении серийных сварочных операций. Оборудование позволяет работать с углеродистыми и нержавеющими сталями, алюминием и его сплавами, порошковой проволокой, а также решать широкий круг задач для производственных задач и для сварки алюминия.
Как мы поставляем
Поставляем промышленное сварочное оборудование на предприятия Санкт-Петербурга и по всей России. Работаем с НДС, сопровождаем поставки комплектом закрывающих документов, поддерживаем электронный документооборот через Контур.Диадок и СБИС.
Возможна отгрузка со склада и поставка под заказ, в зависимости от требуемой комплектации и сроков проекта. Подбираем состав поставки под техническое задание: источник, подающий механизм, горелки, кабель-пакеты, охлаждение, расходные материалы и сопутствующую оснастку. Для ряда брендов можем организовать демонстрацию оборудования в работе — уточняйте у менеджера.
Описание и возможности
Промышленный источник для многопроцессной сварки
Сварог TECH MIG 500 P (N36801) построен на инверторной платформе и относится к промышленному классу. Основной рабочий процесс — полуавтоматическая сварка в среде защитных газов MIG/MAG, включая импульсный режим (PULSE) и работу с синергетическим управлением. Дополнительно источник поддерживает ручную дуговую сварку покрытым электродом MMA и аргонодуговую сварку TIG Lift с возбуждением дуги касанием (Lift).
Такой набор процессов удобен для предприятий, где один источник должен закрывать несколько технологических задач: сборку и обварку конструкций полуавтоматом, монтажные и ремонтные операции MMA, а также локальные работы TIG по нержавеющей стали, меди, латуни, бронзе и ряду специальных сплавов. Для алюминия основной рабочий режим здесь — MIG/MAG с соответствующими роликами, горелкой и настройками подачи.
Ток, нагрузка и режим реальной эксплуатации
Максимальный сварочный ток установки составляет 500 А. Диапазоны регулировки охватывают:
- MIG/MAG: 70–500 А;
- MMA: 30–500 А;
- TIG Lift: 30–500 А.
При продолжительности нагрузки 60% и температуре окружающей среды 40 °C источник выдает 500 А в рабочем цикле, а при ПН 100% способен стабильно работать на 360 А в режимах MIG/MAG, MMA и TIG. Для производства это важный показатель: аппарат рассчитан не на эпизодическую сварку, а на длительную сменную работу без постоянных пауз на охлаждение.
Рабочее напряжение в режиме полуавтомата находится в диапазоне 17,5–39 В, в MMA — 21,2–40 В, в TIG — 11,2–30 В. Напряжение холостого хода 96 В обеспечивает уверенный поджиг дуги и устойчивость процесса, особенно в MMA при работе электродами разных типов.
Питание и энергоэффективность
Источник рассчитан на промышленную сеть 50 Гц. Потребляемая мощность составляет до 22 кВт в MIG/MAG, до 25,1 кВт в MMA. Коэффициент мощности 0,9 и КПД 89% говорят о корректной энергетической эффективности для аппарата такого класса. Для закупщика и главного энергетика это означает предсказуемую нагрузку на сеть и понятные требования к подключению участка.
Отдельно стоит отметить наличие розетки 36 В для подключения подогревателя газа. Это полезно при эксплуатации в холодных помещениях и на объектах с риском обмерзания редуктора при высоком расходе защитного газа.
MIG/MAG: основной режим для производственного применения
Как полуавтомат, установка ориентирована на интенсивную работу с выносным 4-роликовым подающим механизмом. Такая схема особенно востребована в производстве, где источник размещается на тележке, а оператор работает с подающим устройством ближе к сварочной зоне. Это повышает удобство на сборочно-сварочных постах, при работе с крупногабаритными изделиями и в местах, где важна мобильность рукавного пакета.
Скорость подачи проволоки регулируется в широком диапазоне 1,5–23 м/мин. Наличие 4 роликов в механизме подачи улучшает стабильность транспортировки проволоки, что особенно важно при сварке алюминия, при работе с мягкими сплавами и на длинных рукавных пакетах. Поддерживается холостой прогон проволоки, что ускоряет заправку и переналадку поста.
Аппарат поддерживает:
- сварку в защитных газах MIG/MAG;
- сварку порошковой проволокой (FCAW);
- смену полярности для перехода между сплошной и самозащитной проволокой в зависимости от технологии;
- регулировку индуктивности для настройки жесткости дуги и формирования шва;
- синергетический режим (Synergy);
- импульсный режим MIG (PULSE).
Импульсный режим и синергетика
Импульсный режим (PULSE) особенно полезен там, где требуется контролировать тепловложение и перенос капли: при сварке алюминия, нержавеющей стали, тонколистовых деталей и изделий с повышенными требованиями к внешнему виду шва. Импульс помогает уменьшать разбрызгивание, точнее контролировать ванну и снижать риск прожога на относительно тонких участках.
Синергетическое управление упрощает настройку полуавтомата под конкретную задачу. Оператор выбирает базовые параметры, а источник автоматически подстраивает взаимосвязанные величины. На производстве это сокращает время переналадки, снижает зависимость результата от субъективного опыта сварщика и помогает быстрее повторять режимы между сменами и постами.
Регулировка индуктивности позволяет адаптировать характер дуги под конкретную задачу:
- сделать дугу мягче для более спокойного формирования валика;
- снизить разбрызгивание на короткой дуге;
- подстроить проплавление и форму шва под толщину металла и пространственное положение.
MMA: монтаж, ремонт, тяжелые сечения
В режиме MMA источник работает в диапазоне 30–500 А и подходит как для монтажных операций, так и для сварки толстостенных деталей соответствующими электродами. Наличие функций горячий старт (Hot Start), форсаж дуги (Arc Force) и антизалипание (Antistick) облегчает работу в сложных условиях и помогает стабилизировать процесс при изменении длины дуги и неидеальной подготовке кромок.
- Горячий старт (Hot Start) облегчает поджиг электрода.
- Форсаж дуги (Arc Force) поддерживает стабильность горения при укороченной дуге и снижает риск погасания.
- Антизалипание (Antistick) уменьшает ток при залипании электрода и упрощает его отрыв.
- VRD снижает напряжение холостого хода в паузах и повышает безопасность при определенных условиях эксплуатации.
Этот режим полезен для ремонтных служб, монтажных бригад внутри предприятия и участков, где часть операций удобнее выполнять штучным электродом, а не полуавтоматом.
TIG Lift: дополнительный процесс для точечных задач
Аргонодуговая сварка TIG Lift расширяет технологические возможности установки. Источник не является AC/DC-аппаратом, поэтому TIG здесь ориентирован на постоянный ток и не предназначен для полноценной TIG-сварки алюминия. Зато режим эффективен для нержавеющих сталей, черных сталей, меди, латуни, бронзы, титана и ряда других материалов, где требуется более аккуратный шов, чем в MMA, и нет необходимости в полном функционале отдельного TIG-источника.
Диапазон тока 30–500 А и возбуждение дуги касанием (Lift) позволяют использовать TIG как вспомогательный производственный режим: для прихваток, корневых проходов на ответственных узлах, ремонта тонкостенных элементов, сварки трубных деталей и изделий из нержавеющих сплавов.
Выносной подающий механизм и модульная компоновка
Установка комплектуется выносным механизмом подачи WF-22. Для промышленного полуавтомата это значимое преимущество: источник, охлаждение и баллонная оснастка остаются на тележке, а подающий механизм размещается ближе к рабочей зоне. Такая компоновка удобна при изготовлении металлоконструкций, рам, корпусов, резервуаров, секций и других габаритных изделий.
Подающий механизм оснащен евроразъемом для подключения горелки и рассчитан на стабильную работу с различными типами роликов. В комплект уже входят ролики под стальную, порошковую и алюминиевую проволоку, что упрощает переход между материалами и уменьшает затраты на первичную адаптацию поста.
Память программ и повторяемость технологии
Для серийного производства важна воспроизводимость режимов. Установка поддерживает память программ сварки, что позволяет сохранять технологические настройки и быстро вызывать их при повторяемых операциях. Это удобно:
- при работе по технологическим картам;
- при выпуске однотипных изделий;
- при закреплении режимов под конкретные материалы и толщины;
- при передаче поста между разными сварщиками.
За счет памяти уменьшается время на подбор параметров и снижается вероятность ошибок при перенастройке оборудования.
Управление и интерфейс
Источник оснащен цифровым дисплеем и развитой системой управления параметрами. Для промышленного применения это важно не только с точки зрения удобства, но и с точки зрения технологической дисциплины: сварщик видит заданные значения, может точно повторять режим и быстрее корректировать процесс под изделие.
Поддерживаются:
- выбор режима сварки;
- выбор параметров и их точная настройка;
- включение синергетического режима;
- продувка газа;
- холостой прогон проволоки;
- режимы работы горелки 2T/4T;
- выбор диаметра проволоки;
- отображение ошибок и сервисной информации на дисплее.
Режимы 2T/4T особенно полезны при длинных швах. В 4T снижается утомляемость оператора, поскольку нет необходимости постоянно удерживать кнопку горелки на протяжении всего прохода.
Охлаждение, надежность и работа в цехе
Аппарат поставляется с блоком водяного охлаждения и рассчитан на работу с мощной горелкой в длительных циклах. Для токов до 500 А это не дополнительная опция, а рабочая необходимость: охлаждение повышает ресурс горелки, уменьшает перегрев расходников и позволяет стабильно вести длинные швы на высоких токах.
Класс изоляции F и класс защиты IP23 соответствуют условиям промышленной эксплуатации. Прочный корпус, тележка для перемещения, отдельный подающий механизм и продуманная кабельная схема делают установку пригодной для постоянной работы в мастерской и в цехе, а не только для периодического использования.
Материалы и типовые задачи
Источник закрывает широкий круг задач по материалам:
- низкоуглеродистые и конструкционные стали;
- нержавеющие стали;
- разнородные стали;
- алюминий и алюминиевые сплавы в режиме MIG/MAG;
- порошковая проволока для цеховых и монтажных задач;
- цветные металлы и сплавы в режиме TIG Lift, кроме алюминия в TIG.
На практике аппарат применим для изготовления металлоконструкций, сварки корпусов и рам, ремонта технологического оборудования, сварки толстостенных узлов, работы на заготовительных и сборочно-сварочных участках, а также для задач, где в одном проекте встречаются разные технологии сварки.
Практика выбора для производства
Кому точно подходит
- Предприятиям по изготовлению металлоконструкций, где нужен мощный полуавтомат для длительной работы на токах выше среднего.
- Производствам, где в одном цехе требуется сочетание MIG/MAG, MMA и TIG Lift без покупки трех отдельных источников.
- Участкам, где регулярно выполняется сварка алюминия полуавтоматом и нужна стабильная подача мягкой проволоки через 4-роликовый механизм.
- Ремонтным и сервисным подразделениям крупных предприятий, которым нужен универсальный источник для мастерской и для производственных задач.
- Организациям, работающим по утвержденным технологическим картам, где важны память программ, повторяемость параметров и контролируемый результат.
- Производствам с интенсивной загрузкой постов, где требуется водоохлаждаемая горелка, тележка, выносной механизм подачи и промышленный ресурс.
Когда лучше выбрать другой класс
- Если основная задача — выездной монтаж и сварка на объектах с частыми перемещениями вручную: для этого удобнее более компактный полуавтомат без тележечной компоновки.
- Если требуется специализированная аргонодуговая сварка алюминия на переменном токе: нужен отдельный TIG AC/DC-источник.
- Если предприятие работает только с тонколистовой сталью малых толщин и невысокой загрузкой: промышленный 500-амперный класс может быть избыточен.
- Если нужен двойной импульс (Double Pulse) для декоративных швов по алюминию: следует рассматривать модели с поддержкой этого режима.
- Если на площадке ограничена доступная электрическая мощность: необходимо заранее проверить соответствие сетевой инфраструктуры потреблению аппарата.
Типовые ошибки выбора
- Покупка по максимальному току без анализа реального ПН. Для производства важнее не только 500 А, но и способность аппарата работать 100% времени на 360 А и 60% при высокой температуре окружающей среды.
- Ожидание полноценного TIG по алюминию. Установка поддерживает TIG Lift на постоянном токе, но не AC/DC, поэтому для алюминия в TIG она не предназначена.
- Игнорирование требований к оснастке под алюминий. Для сварки алюминия важны правильные U-ролики, соответствующая горелка, канал подачи и корректная настройка импульса и скорости подачи.
- Недооценка роли охлаждения и расходников. На токах промышленного диапазона ресурс горелки, контактных наконечников и соединений напрямую зависит от качества охлаждения и правильного подбора комплектующих.
- Выбор без учета логистики поста. Для крупногабаритных изделий выносной подающий механизм — преимущество, но нужно заранее продумать размещение тележки, кабелей и баллона на участке.
- Отказ от синергетики и памяти программ на серийном производстве. В результате возрастает время на переналадку и ухудшается повторяемость шва между сменами.
Гарантия и сервис
На установку предоставляется гарантия 5 лет. Для промышленного оборудования такого класса это важный показатель, особенно при закупке в цех с высокой загрузкой. Источник может поставляться в исполнении, доступном для приобретения с НАКС, если этого требует регламент предприятия или условия допуска к работам.
Сервисная поддержка имеет значение не меньше, чем паспортные характеристики. Для оборудования этого уровня важно наличие авторизованного сервиса, доступности расходных и запасных частей, а также понятной схемы диагностики по кодам ошибок, отображаемым на дисплее. При вводе в эксплуатацию рекомендуется сразу определить регламент обслуживания: проверка кабельных соединений, состояния роликов, чистоты каналов подачи, уровня и состояния охлаждающей жидкости, а также периодическая очистка внутренних полостей от пыли.
Оснастка и комплектация
Что входит в поставку
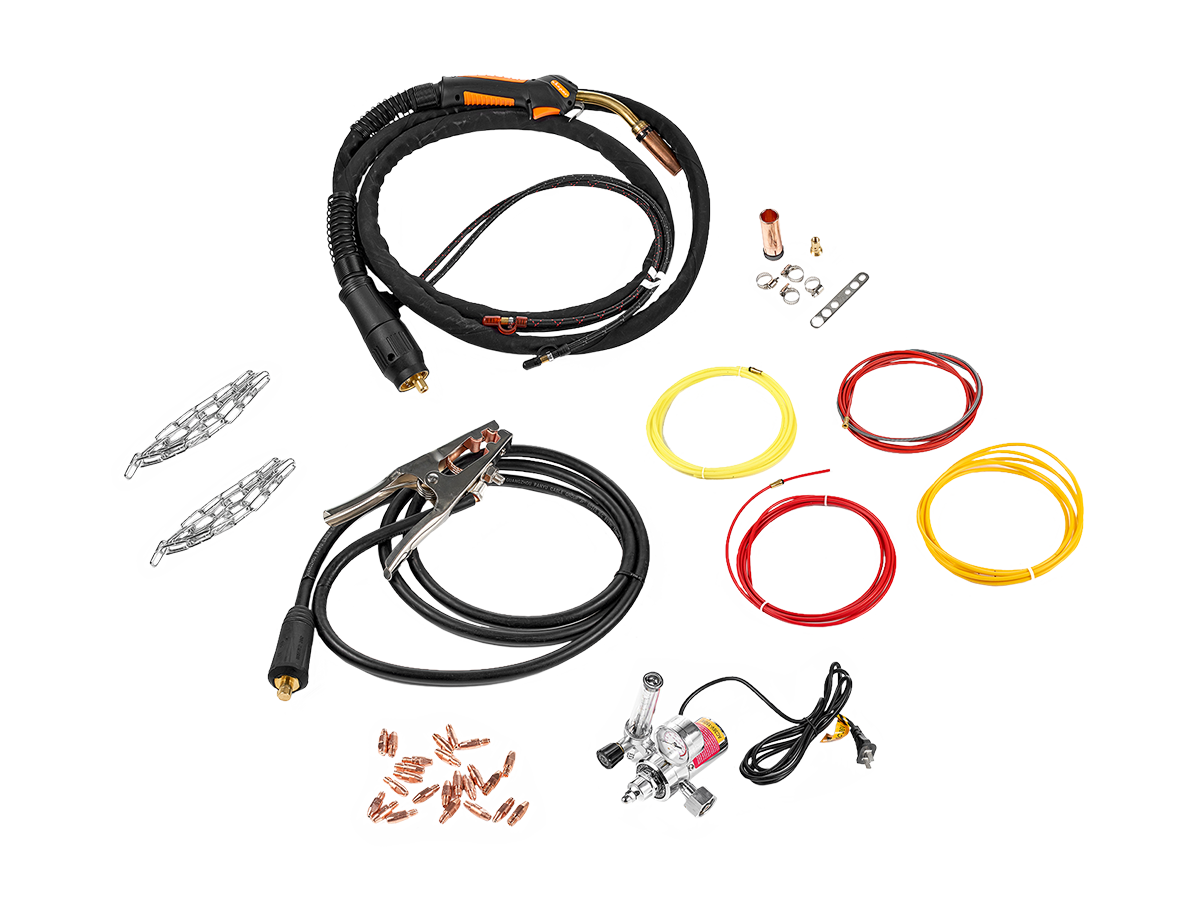
Установка поставляется как готовая промышленная система, а не как только источник тока. В комплект входят:
- сварочный аппарат;
- механизм подачи проволоки WF-22;
- 4-колесная тележка для перемещения полуавтомата;
- кулер водяного охлаждения;
- сварочная горелка TECH MS 500, 3 м;
- зажим на массу с кабелем 500 А, 3 м;
- кабель управления механизма подачи, 2,2 м;
- силовой кабель механизма подачи, 2,2 м;
- газовый рукав, 3,5 м;
- рукав для охлаждения, 2,2 м;
- оплетка для соединительных кабелей;
- регулятор расхода газа с подогревателем 36 В;
- фланцевый адаптер для катушки D-200;
- комплект ЗИП;
- запасные ролики под стальную, порошковую и алюминиевую проволоку;
- паспорт.
Совместимость и подключение
Аппарат оснащен сигнальными разъемами 7-pin и Euro, что упрощает подключение штатной и совместимой оснастки. Наличие евроразъема делает систему удобной с точки зрения замены и обслуживания горелки. Предусмотрена возможность подключения пульта дистанционного управления, что может быть полезно на специализированных постах и при работе с крупными изделиями.
С точки зрения практической эксплуатации комплект закрывает базовый запуск поста, однако на производстве обычно дополнительно подбирают длину горелки, тип канала подачи, комплект контактных наконечников, диаметр проволоки и состав защитного газа под конкретный материал.
Что докупить сразу
- Комплект расходников под выбранный материал. Для стали, нержавейки и алюминия нужны свои контактные наконечники, сопла, диффузоры и каналы подачи. Для непрерывной работы лучше сразу закладывать сменный комплект на пост.
- Сварочную проволоку под технологию. Для запуска участка стоит сразу подобрать сварочную проволоку нужного состава и диаметра: омедненную для конструкционной стали, нержавеющую, алюминиевую или порошковую — в зависимости от задач.
- Дополнительную или более длинную горелку. Даже при наличии штатной TECH MS 500 многие производства берут вторую горелку MIG в резерв или под другой тип работ, чтобы не останавливать пост при обслуживании.
- Газовую оснастку под конкретный процесс. Для разных материалов потребуются баллоны и, при необходимости, дополнительные редукторы под аргон, углекислоту или газовые смеси. Это особенно важно для сварки алюминия и нержавеющей стали.
- Кабели и соединители увеличенной длины. Если пост работает с крупногабаритными изделиями, заранее оценивают длину кабель-пакета, силовых соединений и размещение тележки относительно зоны сварки.
- Охлаждающую жидкость и сервисный комплект. Для водоохлаждаемой системы желательно сразу предусмотреть жидкость, хомуты, запасные соединения и регламентный набор обслуживания.
- Средства индивидуальной защиты. Для промышленной эксплуатации нужны качественные сварочные маски, а также краги сварщика под продолжительную работу на высоких токах и при большом тепловыделении.
- Специализированные ролики и каналы подачи под конкретную номенклатуру. Если на участке регулярно меняются материалы, имеет смысл заранее сформировать отдельные комплекты под сталь, порошковую проволоку и алюминий, чтобы сократить время переналадки.
Сварог TECH MIG 500 P (N36801) рационально рассматривать как промышленную сварочную систему для предприятий, которым нужен не просто мощный полуавтомат, а универсальный источник с импульсным MIG/MAG, выносным 4-роликовым подающим механизмом, водяным охлаждением и дополнительными процессами MMA и TIG Lift. Такой аппарат особенно уместен там, где важны производительность, повторяемость режимов, работа с разными материалами и возможность быстро адаптировать пост под конкретное техническое задание.
Остались вопросы?
Звоните: 8 (812) 244-91-60
Запросить КП: mail@spb-svarka.ru
| Производитель | Сварог |
| Серия | TECH |
| Тип питания | Инвертор |
| Режимы сварки | MMA, TIG, MIG, MAG, SAW |
| Напряжение питающей сети | 380 В |
| Розетка 36 В | Да |
| Частота питающей сети | 50 Гц |
| Сварочный ток MIG | 70 — 500 А |
| Сварочный ток MMA | 30 — 500 А |
| Сварочный ток TIG | 30 — 500 А |
| Потребляемый ток | 37.9 А |
| Сварочный ток MIG при ПН 100% | 360 А |
| Сварочный ток MMA при ПН 100% | 360 А |
| Сварочный ток TIG при ПН 100% | 360 А |
| Рабочее напряжение | 17.5 — 39 В |
| Рабочее напряжение MIG | 17.5 — 39 В |
| Рабочее напряжение ММА | 21.2 — 40 В |
| Рабочее напряжение TIG | 11.2 — 30 В |
| Напряжение холостого хода | 96 В |
| Напряжение холостого хода MIG | 96 В |
| Напряжение холостого хода MMA | 96 В |
| Напряжение холостого хода TIG | 96 В |
| Потребляемая мощность | 22 кВт |
| Потребляемая мощность MIG | 22 кВт |
| Потребляемая мощность ММА | 25.1 кВт |
| Потребляемая мощность TIG | 16.8 Вт |
| Коэффициент мощности | 0.9 |
| ПН | 60 % |
| ПН при 40°C | 60 % |
| КПД | 89 % |
| Подающий механизм | Выносной |
| Скорость подачи проволоки | 1.5 — 23 м/мин |
| Диаметр сварочной проволоки MIG | 0.8 мм, 1 мм, 1.2 мм, 1.6 мм |
| Диаметр электрода MMA | 1.6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм, 6 мм |
| Диаметр электрода TIG, мм | 1 — 6 |
| Максимальная масса катушки | 20 кг |
| Максимальный диаметр катушки | 300 мм |
| Холостой прогон проволоки | Да |
| Класс изоляции | F |
| Класс защиты | 23 |
| Индуктивность | Да |
| Регулировка индуктивности | Да |
| Смена полярности | Да |
| Synergy | Да |
| VRD | Да |
| Hot Start | Да |
| Antistick | Да |
| Форсаж дуги | Да |
| Режим работы 2Т/4Т | Да |
| Режим сварки AC/DC | Нет |
| Сварка алюминия | Да |
| Сварка порошковой проволокой | Да |
| Режим импульсной сварки | Да |
| Импульсный режим MIG | Да |
| Режим двойного импульса MIG | Нет |
| Цифровой дисплей | Да |
| Возможность подключения пульта ДУ | Да |
| Подставка под баллон | Да |
| Способ возбуждения дуги | Lift |
| Количество роликов | 4 |
| Память программ сварки | Да |
| Габариты источника | 710 × 330 × 625 мм |
| Вес источника | 59 кг |
| Габариты подающего механизма, мм | 665 × 294 × 455 |
| Вес подающего механизма | 19.2 кг |
| Габариты | 1095 × 510 × 1505 мм |
| Вес | 137.95 кг |
| Возможность приобретения с НАКС | Да |
| Гарантия | 5 лет |
| Сигнальный разъем | 7pin, Евро |
- Инверторный сварочный аппарат - 1 шт.
- Механизм подачи проволоки WF—22 (P05101) - 1 шт.
- Тележка - 1 шт.
- Кулер - 1 шт.
- Сварочная горелка в сборе TECH MS 500 , 3 м - 1 шт.
- Кабель управления механизма подачи проволоки, 2.2 м - 1 шт.
- Силовой кабель механизма подачи проволоки, 2.2 м - 1 шт.
- Газовый рукав, 3.5 м - 1 шт.
- Рукав для охлаждения, 2.2 м - 2 шт.
- Оплетка для соединительных кабелей, 1.5 м - 1 шт.
- Клемма заземления в сборе с кабелем 500 А, 3 м - 1 шт.
- Фланцевый адаптер для катушки D—200 - 1 шт.
- Редуктор с подогревателем, 36 В - 1 шт.
- Комплект ЗИП - 1 шт.
- Ролик подающий VØ 1.2/1.6 (для стальной проволоки) - 2 шт.
- Ролик подающий VØ 1.0/1.2 (для стальной проволоки) - 2 шт.
- Ролик подающий для порошковой проволоки Ø 1.2/1.6 - 2 шт.
- Ролик подающий U Ø 1.0/1.2 (для алюминия) - 2 шт.
- Ролик подающий U 1.2/1.6 (для алюминия) - 2 шт.
- Ролик прижимной гладкий - 2 шт.
- Ролик прижимной с канавкой VØ 1.0/1.2 (для стальной проволоки) - 2 шт.
- Ролик прижимной с канавкой VØ 1.2/1.6 (для стальной проволоки) - 2 шт.-
- Ролик подающий U 1.0/1.2 (установлен на аппарате) (для алюминия) - 2 шт.
- Паспорт - 1 шт.
- Руководство по эксплуатации - 1 шт.
СПБ Сварка - поставщик сварочного оборудования. Тел.: 8(812)244-91-60, E-mail: mail@spb-svarka.ru