")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
Категория: Полуавтоматы
Сварочный инвертор-полуавтомат Сварог PRO SMART MIG 300 (N253S)
Для MIG/MAG, MMA и TIG сварки, ток до 300 А. Синергетическое управление, регулировка индуктивности, цифровой дисплей, память программ. Питание 36 В, вес 25 кг.
Сварог PRO SMART MIG 300 (N253S) — промышленный инверторный источник для полуавтоматической сварки MIG/MAG, ручной дуговой сварки MMA и аргонодуговой сварки TIG Lift. Аппарат рассчитан на ежедневную работу на производственном участке, где требуется один универсальный пост для сборки металлоконструкций, ремонта оборудования, сварки углеродистых и нержавеющих сталей, а также для сварки алюминия в полуавтоматическом процессе. По сочетанию тока, функциональности и многопроцессности это рабочее решение для цеховой эксплуатации, сервисного подразделения и оснащения мастерской с высокой загрузкой.
Как мы поставляем
Поставляем промышленное сварочное оборудование на предприятия Санкт-Петербурга и по всей России. Работаем с НДС, оформляем полный комплект закрывающих документов для юридических лиц и ИП, поддерживаем электронный документооборот через Контур.Диадок и СБИС.
Возможна отгрузка со склада и поставка под заказ в зависимости от требуемой комплектации и сроков проекта. Подбираем комплект под техническое задание: источник, подающий механизм, горелку, ролики, кабели и разъёмы, газовую арматуру, расходные позиции и сопутствующую оснастку. Для ряда брендов можем организовать демонстрацию оборудования в работе — условия и доступность уточняйте у менеджера.
Описание и возможности
Многопроцессный источник для разных задач участка
Сварочный инвертор-полуавтомат Сварог PRO SMART MIG 300 (N253S) объединяет три востребованных процесса в одном комплекте оборудования. В режиме полуавтомата MIG/MAG аппарат работает в диапазоне 30–270 А, в режиме MMA — 20–220 А, в режиме TIG Lift — 20–270 А. Такая схема удобна для предприятий, где на одном рабочем месте приходится выполнять серийную сборку, прихватки, ремонт, наплавку и более аккуратные операции по нержавеющей стали.
Для производственной практики это означает следующее: один источник закрывает большую часть типовых задач без необходимости держать отдельный полуавтомат, отдельный MMA-аппарат и отдельную TIG-установку для базовых операций. Особенно это актуально для сервисных участков, ремонтных цехов, производств малых и средних серий, а также для предприятий, где оборудование должно быстро перенастраиваться под разные изделия.
Рабочие параметры и нагрузка
Источник относится к профессиональному классу и рассчитан на стабильную работу при существенной нагрузке. Максимальный сварочный ток достигает 270 А, при этом реальный рабочий диапазон позволяет уверенно вести как сварку тонких деталей, так и многопроходные соединения на более массивных заготовках.
- MIG/MAG: 30–270 А, рабочее напряжение 17–27,5 В.
- MMA: 20–220 А, рабочее напряжение 22–28,8 В.
- TIG Lift: 20–270 А, рабочее напряжение 12–20,8 В.
Продолжительность нагрузки составляет 60 % при 40 °C. Для производственного цикла это важный показатель: аппарат рассчитан не на эпизодические включения, а на реальную сменную эксплуатацию. При 100 % ПН источник способен работать на 190 А в MIG/MAG, 155 А в MMA и 190 А в TIG. На практике это даёт возможность длительно выполнять типовые операции без постоянных остановок на охлаждение, если режимы подобраны в пределах непрерывной нагрузки.
Потребляемая мощность в MIG/MAG достигает 9,35 кВт, в MMA — 7,9 кВт, в TIG — 7 кВт. Коэффициент мощности 0,85 и КПД 80 % позволяют корректно оценить нагрузку на энергетику участка при проектировании постов и распределении мощности по цеху. Потребляемый ток 16,6 А также полезен для расчёта линии питания и защитной аппаратуры.
Инверторная схема и устойчивость дуги
Инверторный принцип питания обеспечивает стабильную характеристику дуги, более точную регулировку параметров и предсказуемое поведение аппарата в разных режимах. Для производства это важно не само по себе, а с точки зрения результата: легче удерживать одинаковые настройки на повторяющихся изделиях, проще стандартизировать режимы, меньше времени уходит на пробные проходы после переналадки.
Напряжение холостого хода в MIG/MAG и MMA составляет 62 В, в TIG — 13 В. Для ручной дуговой сварки это обеспечивает уверенный поджиг, а для TIG Lift сохраняется корректная логика работы при возбуждении дуги касанием.
Полуавтоматический процесс MIG/MAG: основной режим для цеха
Как полуавтомат MIG/MAG, аппарат ориентирован на интенсивную повседневную эксплуатацию. Диапазон скорости подачи проволоки 2–24 м/мин позволяет работать как на низких токах по тонколистовому металлу, так и на режимах, характерных для изготовления рам, корпусов, опорных элементов, технологических металлоконструкций и различных сварных узлов.
Встроенный подающий механизм и отдельное подающее устройство WF-21 (F0B2) в комплекте формируют конфигурацию, удобную для производственного поста, где требуется стабильная подача и уверенная работа с различными типами проволоки. Использование 4-роликовой схемы подачи особенно важно при работе с длинными пакетами шлангов, мягкой проволокой и при необходимости снизить риск проскальзывания на повышенных режимах.
Для технолога и мастера участка существенны следующие функции полуавтоматической сварки:
- Синергетическое управление (Synergy) — ускоряет настройку режима под материал, газ и диаметр проволоки.
- Ручная коррекция параметров — позволяет точно подстроить дугу под конкретную разделку, положение шва и требования к формированию валика.
- Регулировка индуктивности — меняет жёсткость дуги, глубину проплавления, характер переноса металла и уровень разбрызгивания.
- Смена полярности — необходима для работы самозащитной порошковой проволокой и некоторых специальных процессов.
- Режимы 2T/4T — удобны для коротких швов, прихваток и для длинных проходов при снижении утомляемости оператора.
- Регулировка заварки кратера — снижает риск усадочной раковины и дефектов в конце шва.
- Тестовая продувка газа — помогает точно настроить расход через редуктор и проверить магистраль.
- Продувка после сварки — улучшает защиту зоны шва и расходной части горелки.
- Холостой прогон проволоки — ускоряет заправку канала после смены катушки или роликов.
Импульсный режим (PULSE) и двойной импульс (DOUBLE PULSE) в этой модели не предусмотрены. Это нужно учитывать при выборе: аппарат ориентирован на стабильную классическую MIG/MAG-сварку без импульсных алгоритмов, что для большинства задач по стали, нержавейке и значительной части работ по алюминию является рабочим и технологически оправданным вариантом.
Синергетика и память программ
Наличие синергетики особенно полезно там, где на одном посту работают несколько сварщиков или требуется быстро переводить оборудование с одной номенклатуры на другую. Система помогает быстрее выйти на рабочий режим и уменьшает влияние человеческого фактора при первичной настройке.
Отдельное практическое преимущество — память программ сварки. Для серийных изделий это означает возможность сохранять отработанные параметры и возвращаться к ним без повторного подбора. В условиях производства это снижает потери времени при смене заказа, уменьшает вероятность ошибок при запуске партии и упрощает передачу режимов между сменами.
Цифровой дисплей делает настройку наглядной: оператор видит установленные значения, а мастер участка может быстрее контролировать соответствие режимов технологической карте.
Работа с разными материалами
Источник подходит для сварки широкого спектра металлов, если правильно подобраны расходные материалы и оснастка.
- Углеродистая сталь — основной сценарий применения в MIG/MAG с использованием CO2 или газовых смесей.
- Нержавеющая сталь — возможна работа в полуавтоматическом процессе и в TIG Lift при задачах, где важен более аккуратный внешний вид шва.
- Алюминий — применим в MIG-процессе при корректной комплектации поста и настройке подачи.
- Порошковая проволока — благодаря смене полярности аппарат можно использовать и в безгазовом варианте либо со специализированной проволокой под конкретные условия.
Для сварки алюминия значение имеют не только ток и напряжение, но и механика подачи. Четырёхроликовый механизм здесь является важным преимуществом. При правильном подборе канала, роликов, контактных наконечников и газовой схемы аппарат пригоден для изготовления и ремонта алюминиевых деталей, где не требуется импульсный перенос.
Режим MMA для монтажа и ремонта
Ручная дуговая сварка MMA в диапазоне 20–220 А делает источник полезным не только в цехе, но и на ремонтных и монтажных работах. Если на участке требуется быстро выполнить прихватки, подварить труднодоступный узел, провести ремонт вне газовой оснастки или работать в условиях, где полуавтоматический процесс неудобен, наличие MMA снимает необходимость в отдельном аппарате.
Для MMA реализованы функции:
- Горячий старт (Hot Start) — облегчает поджиг электрода.
- Форсаж дуги (Arc Force) — помогает стабилизировать горение дуги и снизить риск залипания на короткой дуге.
Функции VRD и Antistick не предусмотрены. Это не критично для большинства производственных условий, но при работе в средах с повышенными требованиями к безопасности холостого хода или при необходимости максимально мягкого поведения при залипании электрода это следует учитывать заранее.
Режим TIG Lift для аккуратных операций
Аргонодуговая сварка TIG с возбуждением касанием (Lift TIG) расширяет область применения аппарата. Этот режим полезен для сварки нержавеющей стали, тонкостенных деталей, корневых проходов и операций, где требуется более контролируемая ванна и аккуратное формирование шва по сравнению с MMA.
Диапазон тока 20–270 А позволяет использовать режим не только для тонкого металла, но и для более серьёзных задач. При этом нужно понимать, что аппарат не поддерживает AC/DC, поэтому TIG-сварка алюминия в аргонодуговом процессе здесь не реализована. Для алюминия в данной модели основным остаётся полуавтоматический процесс MIG.
При подключении соответствующей горелки TIG, газовой арматуры и расходных элементов источник может использоваться как универсальный аппарат для сервисного участка, где периодически требуются TIG-операции без приобретения отдельной специализированной установки.
Подача проволоки и механическая часть
Стабильность подачи в полуавтоматической сварке напрямую влияет на повторяемость шва, уровень разбрызгивания и общую предсказуемость процесса. В этом отношении аппарат ориентирован на производственные условия: 4 ролика, возможность холостого прогона, настройка под разные режимы и поддержка работы с различными типами проволоки.
Для предприятий это важно по двум причинам. Во-первых, снижается чувствительность к колебаниям режима при длинных шланг-пакетах и при работе на повышенных токах. Во-вторых, проще адаптировать пост под разные материалы, включая мягкие сплавы и порошковые проволоки, при условии правильной комплектации канала и роликов.
Управление дугой и качество шва
Регулировка индуктивности — одна из ключевых функций для тонкой настройки полуавтомата. На практике она позволяет изменить характер дуги:
- сделать её мягче для более спокойного переноса металла;
- снизить разбрызгивание на типовых режимах;
- скорректировать формирование валика;
- подстроить процесс под сварку в разных пространственных положениях;
- добиться более удобного режима на тонком металле или на корневом проходе.
Регулировка заварки кратера также имеет прикладное значение. На серийных изделиях окончание шва часто становится источником дефектов, особенно при работе на более высоких токах. Возможность корректно завершить шов помогает уменьшить риск кратерных трещин и усадочных раковин.
Эргономика поста и эксплуатационные особенности
Источник охлаждается воздухом, что упрощает эксплуатацию и снижает требования к обслуживанию по сравнению с жидкостными системами, если режимы работы не выходят за рамки возможностей воздушного охлаждения. Класс изоляции H и класс защиты IP23 соответствуют применению в условиях промышленной площадки при соблюдении нормальной культуры эксплуатации.
Наличие розетки 36 В полезно при подключении периферии, связанной с газовой арматурой и подогревом. В комплект поставки входит редуктор с подогревом и регулятор расхода газа с подогревателем на 36 В, что особенно актуально при работе с углекислотой и в условиях, где существует риск обмерзания газовой арматуры.
Евроразъём для подключения горелки упрощает подбор совместимой оснастки и замену штатной горелки на другую модель под конкретную задачу. Это удобно для предприятий, где используются разные длины шланг-пакетов, разные типоразмеры горелок и разная интенсивность нагрузки на постах.
Для каких работ аппарат особенно уместен
- изготовление металлоконструкций из углеродистой стали;
- сварка рам, корпусов, опор, кронштейнов и технологической оснастки;
- ремонт сельхозтехники, спецтехники, производственного оборудования;
- сборка изделий из нержавеющей стали в MIG/MAG и TIG Lift;
- для сварки алюминия в полуавтоматическом процессе при корректной оснастке;
- работа на сервисном участке, где один источник должен закрывать несколько процессов.
Практика выбора для производства
Кому точно подходит
- Цехам металлоконструкций, где основной процесс — MIG/MAG, но периодически нужен MMA для подварки и TIG для отдельных операций.
- Ремонтным подразделениям предприятий, которым нужен универсальный источник для ежедневной работы с разными материалами и задачами.
- Мастерским и сервисным участкам, где важно быстро перенастраивать пост под разные изделия без сложного освоения панели.
- Производствам малых и средних серий, где востребованы память программ, повторяемость параметров и устойчивая подача проволоки.
- Участкам, работающим с углеродистой и нержавеющей сталью, а также с алюминием в MIG-процессе.
- Предприятиям, которым нужен аппарат с возможностью поставки в исполнении для НАКС при соответствующих требованиях проекта.
Когда лучше выбрать другой класс
- Если основная задача — TIG-сварка алюминия, потребуется аппарат AC/DC, так как в данной модели этого режима нет.
- Если на участке критична импульсная MIG-сварка по алюминию или тонкой нержавейке, логичнее смотреть источник с PULSE и DOUBLE PULSE.
- Если требуется длительная непрерывная работа на токах, близких к максимуму, для тяжёлой круглосуточной загрузки может понадобиться более старший класс с большей ПН.
- Если оборудование будет эксплуатироваться преимущественно как чистый монтажный MMA-аппарат, многопроцессный промышленный полуавтомат может оказаться избыточным по конфигурации.
- Если нужен компактный переносной пост без внешнего подающего устройства для частых перемещений по объекту, стоит сравнить с более лёгкими мобильными решениями.
Типовые ошибки выбора
- Ориентироваться только на максимальный ток. Для реальной эксплуатации важнее смотреть на ПН при 40 °C и токи при 100 % нагрузке, особенно для сменной работы.
- Планировать сварку алюминия без учёта оснастки. Для стабильного результата нужны подходящие ролики, канал, наконечники, защитный газ и корректная настройка подачи.
- Путать универсальность с полной заменой специализированного оборудования. Наличие MIG/MAG, MMA и TIG Lift расширяет возможности, но не заменяет AC/DC TIG или импульсный MIG там, где эти процессы технологически обязательны.
- Не учитывать требования к газовой арматуре. Для стабильной полуавтоматической сварки важны качественные редукторы, газовые рукава и контроль расхода, иначе даже хороший источник не даст ожидаемого результата.
- Выбирать горелку без запаса по нагрузке. При регулярной работе на высоких токах штатной комплектации может быть недостаточно, и лучше сразу подобрать более подходящую горелку MIG под фактический режим.
- Не закладывать расходные материалы в запуск поста. Отсутствие роликов, наконечников, сопел и проволоки часто задерживает ввод оборудования в работу сильнее, чем сама поставка аппарата.
Гарантия и сервис
На аппарат предоставляется гарантия 5 лет, что для профессионального и промышленного сегмента является значимым параметром при закупке оборудования в парк предприятия. Длительный гарантийный срок снижает риски владения и упрощает планирование эксплуатации на несколько производственных циклов вперёд.
Оборудование данного класса целесообразно приобретать с учётом доступности авторизованного сервиса, оригинальных расходных и запасных частей, а также консультационной поддержки по подбору оснастки. Для промышленного применения это не формальность, а часть нормальной эксплуатации: своевременное обслуживание подающего механизма, замена изнашиваемых элементов и корректная настройка поста напрямую влияют на стабильность сварочного процесса.
Оснастка и комплектация
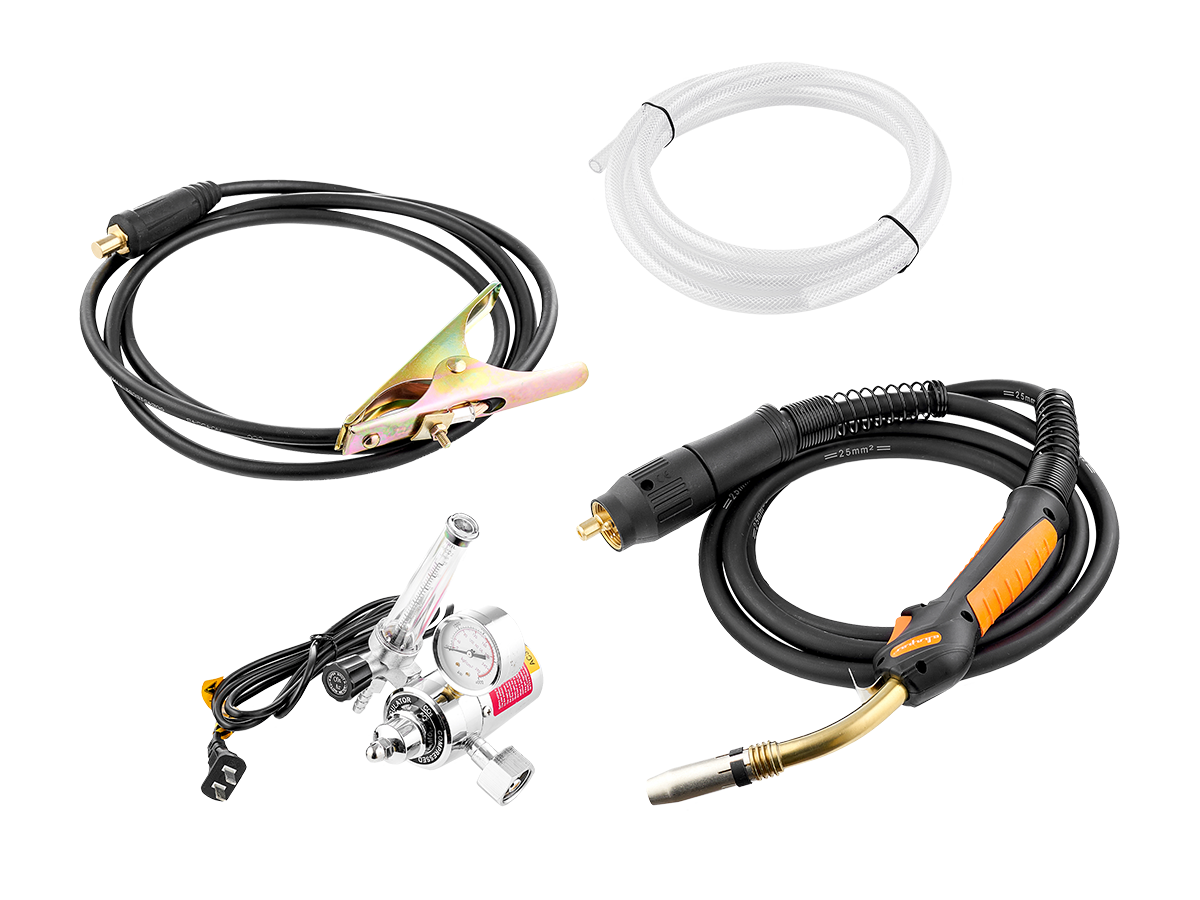
Комплект поставки позволяет развернуть рабочий пост без длительного дооснащения и включает основные элементы для запуска полуавтоматической сварки.
- сварочный аппарат — 1 шт.;
- зажим на массу с кабелем 300 А, 3 м — 1 шт.;
- горелка в сборе MS-24, 3 м — 1 шт.;
- редуктор с подогревом — 1 шт.;
- газовый шланг — 1 шт.;
- регулятор расхода газа с подогревателем на 36 В — 1 шт.;
- устройство подающее WF-21 (F0B2) — 1 шт.
С точки зрения производственной эксплуатации это удачная конфигурация: в комплект уже включены элементы газовой линии и подающее устройство, что сокращает объём обязательных закупок при вводе поста в работу. При этом для реального производства обычно дополнительно подбирают расходные позиции под конкретный материал, тип проволоки и режим работы.
Штатная горелка MS-24 подходит для широкого круга задач, но при интенсивной эксплуатации на высоких токах или при работе с длинными швами имеет смысл заранее оценить фактическую нагрузку и, при необходимости, перейти на более мощные горелки MIG. Для TIG-процесса аппарат совместим с вентильными горелками при соответствующем подключении газа и силовой части.
Евроразъём облегчает замену горелки и подбор совместимых комплектующих. Это удобно, если на предприятии уже стандартизированы расходники, длины шланг-пакетов или используется единый тип оснастки на нескольких постах.
Что докупить сразу
- Сварочную проволоку под конкретный материал: омеднённую для углеродистой стали, нержавеющую или алюминиевую — в зависимости от номенклатуры изделий.
- Контактные наконечники, сопла и держатели наконечников под используемый диаметр проволоки, чтобы не останавливать пост из-за мелких расходников.
- Ролики подачи и направляющие каналы под стальную, порошковую или алюминиевую проволоку — это особенно важно для стабильной подачи и для сварки алюминия.
- Редукторы и газовые рукава нужной конфигурации, если пост подключается к существующей газовой магистрали или требуется резервная оснастка.
- Баллон с защитным газом или смесью под конкретный процесс: CO2, Ar/CO2, аргон — в зависимости от материала и способа сварки.
- Кабели и разъёмы увеличенной длины либо в более тяжёлом исполнении, если пост размещается на удалении от изделия или работает в крупногабаритной сборке.
- Сварочные маски и краги сварщика для оснащения рабочего места в соответствии с требованиями охраны труда и удобства длительной работы.
- Щётки и зачистной инструмент для подготовки кромок, межслойной очистки и доводки зоны шва перед контролем или последующей обработкой.
Если аппарат планируется использовать в плотной производственной загрузке, имеет смысл сразу предусмотреть запас расходников на первый цикл работы: наконечники, сопла, ролики, направляющие, а также резервную горелку или комплект быстроизнашиваемых элементов. Такой подход снижает риск простоев после запуска поста и упрощает переход к серийной работе.
Остались вопросы?
Звоните: 8 (812) 244-91-60
Запросить КП: mail@spb-svarka.ru
| Производитель | Сварог |
| Серия | PRO SMART |
| Тип питания | Инвертор |
| Режимы сварки | MMA, TIG, MIG, MAG |
| Напряжение питающей сети | 380 В |
| Розетка 36 В | Да |
| Частота питающей сети | 50 Гц |
| Сварочный ток MIG | 30 — 270 А |
| Сварочный ток MMA | 20 — 220 А |
| Сварочный ток TIG | 20 — 270 А |
| Потребляемый ток | 16.6 А |
| Сварочный ток MIG при ПН 100% | 190 А |
| Сварочный ток MMA при ПН 100% | 155 А |
| Сварочный ток TIG при ПН 100% | 190 А |
| Рабочее напряжение | 17 — 27.5 В |
| Рабочее напряжение MIG | 17 — 27.5 В |
| Рабочее напряжение ММА | 22 — 28.8 В |
| Рабочее напряжение TIG | 12 — 20.8 В |
| Напряжение холостого хода | 62 В |
| Напряжение холостого хода MIG | 62 В |
| Напряжение холостого хода MMA | 62 В |
| Напряжение холостого хода TIG | 13 В |
| Потребляемая мощность | 9.35 кВт |
| Потребляемая мощность MIG | 9.35 кВт |
| Потребляемая мощность ММА | 7.9 кВт |
| Потребляемая мощность TIG | 7 кВт |
| Коэффициент мощности | 0.85 |
| ПН | 60 % |
| ПН при 40°C | 60 % |
| КПД | 80 % |
| Подающий механизм | Встроенный |
| Скорость подачи проволоки | 2 — 24 м/мин |
| Диаметр сварочной проволоки MIG | 0.6 мм, 0.8 мм, 1 мм, 1.2 мм |
| Диаметр электрода MMA | 1.6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм |
| Максимальная масса катушки | 15 кг, 20 кг |
| Максимальный диаметр катушки | 300 мм |
| Тестовая продувка газа | Да |
| Продувка после сварки | Да |
| Холостой прогон проволоки | Да |
| Класс изоляции | H |
| Класс защиты | 23 |
| Индуктивность | Да |
| Регулировка индуктивности | Да |
| Смена полярности | Да |
| Synergy | Да |
| VRD | Нет |
| Hot Start | Да |
| Antistick | Нет |
| Форсаж дуги | Да |
| Режим работы 2Т/4Т | Да |
| Режим сварки AC/DC | Нет |
| Сварка порошковой проволокой | Да |
| Режим импульсной сварки | Нет |
| Импульсный режим MIG | Нет |
| Режим двойного импульса MIG | Нет |
| Цифровой дисплей | Да |
| Подставка под баллон | Нет |
| Способ возбуждения дуги | Lift |
| Количество роликов | 4 |
| Регулировка заварки кратера | Да |
| Тип охлаждения | Воздух |
| Память программ сварки | Да |
| Габариты источника | 540 × 220 × 420 мм |
| Вес источника | 15.3 кг |
| Габариты подающего механизма, мм | 520 × 258 × 382 |
| Вес подающего механизма | 9.9 кг |
| Вес | 25.2 кг |
| Возможность приобретения с НАКС | Да |
| Гарантия | 5 лет |
| Сигнальный разъем | Евро |
- Устройство подающее WF-21 (F0B2)— 1 шт.
- Горелка в сборе TECH MS 24, 3 м— 1 шт.
- Клемма заземления в сборе 300 А, 3 м — 1 шт.
- Комплект ЗИП — 1 шт.
- Ролик подающий V 0.8/1.0 (установлен на аппарате) — 1 шт.
- Рукав газовый Ø 6, 4 м. — 1 шт.
- Регулятор расхода газа с подогревателем 36 В — 1 шт.
- Паспорт и Руководство по эксплуатации— 1 шт.
СПБ Сварка - поставщик сварочного оборудования. Тел.: 8(812)244-91-60, E-mail: mail@spb-svarka.ru