")
")
")
")
")
")
")
Категория: Полуавтоматы
Сварочный инвертор-полуавтомат Сварог TECH MIG 500 P (N36801)
Промышленный инвертор для MIG/MAG, MMA и TIG сварки. Ток до 500 А, ПН 60% при 40°C. Выносной 4-роликовый подающий механизм, синергетика, импульсный режим. Гарантия 5 лет.
Сварочный инвертор-полуавтомат Сварог TECH MIG 500 P (N36801) — промышленная многопроцессная установка для полуавтоматической сварки MIG/MAG, ручной дуговой сварки MMA, аргонодуговой сварки TIG Lift и работы под флюсом SAW при соответствующей организации поста. Аппарат рассчитан на интенсивную цеховую эксплуатацию, серийное изготовление металлоконструкций, ремонтно-механические участки и сварку крупногабаритных изделий. По набору режимов и по выходным параметрам это рабочий источник для стали, нержавеющих сплавов, алюминия и порошковой проволоки, где требуется высокая производительность и стабильность процесса при ежедневной нагрузке.
Как мы поставляем
Поставляем промышленное сварочное оборудование на предприятия Санкт-Петербурга и по всей России. Работаем с НДС, предоставляем комплект закрывающих документов, поддерживаем электронный документооборот через Контур.Диадок и СБИС.
Возможна отгрузка со склада и поставка под заказ в зависимости от требуемой комплектации и сроков проекта. Подбираем состав поставки под техническое задание: источник, подающий механизм, рукавные пакеты, блоки охлаждения, редукторы, кабели и разъёмы, тележки для сварочного оборудования, а также расходные материалы под конкретный технологический процесс. Для ряда брендов можем организовать демонстрацию оборудования в работе — уточняйте у менеджера.
Описание и возможности
Промышленный источник для многопроцессной сварки
Сварог TECH MIG 500 P (N36801) выполнен на инверторной платформе и относится к промышленному классу. Основной процесс — полуавтоматическая сварка MIG/MAG, включая импульсный режим (PULSE), синергетическое управление (Synergy), регулировку индуктивности и работу со сплошной либо порошковой проволокой. Дополнительно установка поддерживает ручную дуговую сварку MMA и аргонодуговую сварку TIG Lift с возбуждением дуги касанием.
Для производственного участка это означает, что один источник закрывает несколько реальных задач: серийную сварку полуавтоматом, ремонт и монтаж покрытым электродом, а также локальные TIG-операции по нержавеющей стали и другим материалам на постоянном токе. Такая компоновка удобна там, где оборудование должно быть универсальным, но без перехода в бытовой или компромиссный сегмент.
Сварочный ток, рабочий цикл и ресурс под сменную нагрузку
Максимальный сварочный ток источника составляет 500 А. Диапазоны регулировки по процессам достаточны как для средних толщин, так и для тяжёлых сечений:
- MIG/MAG: 70–500 А;
- MMA: 30–500 А;
- TIG Lift: 30–500 А.
Продолжительность нагрузки — 60% при температуре окружающей среды 40 °C. Это важный промышленный показатель: аппарат рассчитан не на кратковременные включения, а на реальную работу в цехе, где источник используется сериями, на длинных проходах и при повторяемых операциях в течение смены. При ПН 100% установка стабильно выдаёт 360 А в режимах MIG/MAG, MMA и TIG, что особенно ценно на производстве с высокой загрузкой поста.
Рабочее напряжение в режиме полуавтомата составляет 17,5–39 В, в MMA — 21,2–40 В, в TIG — 11,2–30 В. Напряжение холостого хода 96 В обеспечивает уверенный поджиг и стабильное формирование дуги, особенно при MMA и при запуске процесса на массивных деталях.
Питание, энергопотребление и требования к участку
Источник работает от промышленной сети частотой 50 Гц. Потребляемая мощность достигает 22 кВт в MIG/MAG и 25,1 кВт в MMA. Потребляемый ток — 37,9 А. Коэффициент мощности 0,9 и КПД 89% соответствуют классу тяжёлого инверторного оборудования, рассчитанного на интенсивную эксплуатацию.
Для главного энергетика и технической службы это означает предсказуемую нагрузку на сеть и понятные требования к подключению поста. При планировании ввода оборудования важно учитывать не только мощность источника, но и суммарное потребление сопутствующей оснастки: подогревателя газа, системы охлаждения, подающего механизма и периферии рабочего места.
Отдельно стоит отметить наличие розетки 36 В. Она используется для подключения подогревателя газа, что особенно актуально при работе в холодных помещениях, на неотапливаемых участках и при высоком расходе защитного газа, когда есть риск обмерзания редуктора.
MIG/MAG как основной производственный режим
Как промышленный полуавтомат, источник ориентирован прежде всего на интенсивную работу в MIG/MAG. Диапазон тока 70–500 А позволяет использовать его как для сварки средних толщин, так и для тяжёлых металлоконструкций, толстостенных узлов, балок, рам, опор, корпусов и сварных сборок с большими объёмами наплавленного металла.
Рабочее напряжение 17,5–39 В даёт широкие возможности по подбору режима под короткую, смешанную и струйную дугу в зависимости от проволоки, газа, толщины металла и требуемого профиля шва. Это важно при серийных операциях, где нужно обеспечить повторяемость результата от поста к посту и от смены к смене.
Выносной 4-роликовый подающий механизм
Установка комплектуется выносным подающим механизмом WF-22 с четырьмя роликами. Для цеховой эксплуатации это практичное решение: источник размещается на тележке, а механизм подачи можно расположить ближе к зоне сварки. Такая схема удобна при работе с крупногабаритными изделиями, на сборочно-сварочных стендах, при перемещении вдоль длинных конструкций и в тех случаях, когда оператору важна манёвренность рукавного пакета.
Четырёхроликовая подача обеспечивает стабильное протягивание проволоки и лучше подходит для мягких материалов, в том числе для сварки алюминия. Скорость подачи регулируется в диапазоне 1,5–23 м/мин, что позволяет точно подстроить процесс под разные диаметры проволоки, пространственные положения и типы соединений.
Наличие функции холостого прогона проволоки ускоряет заправку канала, сокращает время на переналадку и упрощает обслуживание поста. Для производства с частой сменой катушек и материалов это не второстепенная опция, а реальный инструмент экономии времени.
Синергетическое управление и память программ
Синергетический режим (Synergy) упрощает настройку полуавтомата под типовые материалы и режимы сварки. Оператор задаёт базовые параметры, а источник автоматически корректирует взаимосвязанные величины. На практике это снижает влияние человеческого фактора, помогает быстрее вводить сварщика в работу и повышает повторяемость режима на серийных операциях.
Память программ сварки полезна в цехах, где регулярно повторяются одни и те же изделия или где один аппарат используется под несколько технологических карт. Сохранённые режимы позволяют быстро переключаться между задачами без ручного подбора параметров заново. Это удобно при изготовлении однотипных партий, при работе по маршрутным картам и в тех случаях, когда важно минимизировать время переналадки.
Импульсный режим MIG и работа с алюминием
Импульсный режим (PULSE) — один из ключевых аргументов в пользу этой модели для сварки алюминия, нержавеющей стали и ответственных тонкостенных деталей. Импульсный перенос капли позволяет лучше контролировать тепловложение, уменьшать разбрызгивание и получать более стабильное формирование шва по сравнению с обычным режимом на сложных материалах.
Для алюминия это особенно важно. Мягкая проволока предъявляет повышенные требования к механизму подачи, каналу горелки и настройке режима. Здесь аппарат сочетает сразу несколько полезных факторов: 4-роликовую подачу, комплект роликов под алюминий, импульсный MIG и синергетическое управление. В результате установка подходит не только для общих стальных задач, но и для производственных операций по алюминиевым деталям, корпусам, рамам, облицовкам, резервуарам и транспортным элементам.
Двойной импульс (Double Pulse) в данной модели не предусмотрен, поэтому если технология предприятия строится именно на имитации TIG-внешнего вида шва на алюминии или нержавейке, это стоит учитывать заранее. Однако для большинства цеховых задач импульсного режима MIG достаточно, чтобы обеспечить стабильный процесс и аккуратный результат.
Регулировка индуктивности и настройка характера дуги
Аппарат поддерживает регулировку индуктивности. Для технолога и мастера участка это важный инструмент тонкой настройки процесса, а не формальная функция. Изменяя индуктивность, можно влиять на жёсткость дуги, глубину проплавления, форму валика и уровень разбрызгивания.
- При повышении индуктивности дуга становится мягче, перенос металла — спокойнее, шов формируется ровнее.
- При снижении индуктивности дуга становится жёстче, возрастает концентрация энергии и меняется характер проплавления.
- На короткой дуге регулировка помогает подобрать баланс между устойчивостью процесса и чистотой шва.
Эта функция особенно полезна при переходе между разными толщинами, при сварке корневых и облицовочных проходов, а также при работе в различных пространственных положениях.
Смена полярности и сварка порошковой проволокой
Источник поддерживает смену полярности, что расширяет технологические возможности полуавтомата. Это даёт возможность работать как со сплошной проволокой в среде защитного газа, так и с порошковой проволокой в зависимости от выбранной технологии.
Для ремонтных участков, монтажных работ внутри предприятия и некоторых производственных задач это важно, поскольку позволяет адаптировать пост под конкретные условия: сварку в газе, работу с самозащитной проволокой, переход между материалами и режимами без замены аппарата на другой класс оборудования.
MMA для монтажа, ремонта и тяжёлых сечений
Режим ручной дуговой сварки MMA в диапазоне 30–500 А делает этот источник не только полуавтоматом, но и полноценным аппаратом для монтажно-ремонтных работ. Он подходит для сварки покрытыми электродами на производственных площадках, в ремонтных службах, на участках восстановления оборудования и в тех случаях, когда доступ к зоне сварки ограничен и полуавтомат использовать неудобно.
Для MMA предусмотрены функции, которые реально влияют на стабильность процесса:
- Горячий старт (Hot Start) облегчает поджиг электрода и снижает вероятность дефектного начала шва.
- Форсаж дуги (Arc Force) поддерживает устойчивость горения при укороченной дуге и помогает избежать залипания.
- Антизалипание (Antistick) уменьшает ток при залипании электрода и упрощает его отделение.
- VRD снижает напряжение холостого хода в паузах, что повышает безопасность в ряде условий эксплуатации.
Такой набор делает режим MMA полезным не как формальное дополнение, а как рабочий инструмент для тяжёлых и вспомогательных операций на участке сварки.
TIG Lift как дополнительный технологический процесс
Режим аргонодуговой сварки TIG Lift расширяет область применения установки. Возбуждение дуги выполняется касанием электрода с последующим отрывом, что упрощает подключение и позволяет использовать процесс для точных локальных работ без отдельного специализированного TIG-источника.
Следует учитывать, что аппарат не поддерживает режим AC/DC, поэтому TIG здесь ориентирован на постоянный ток и не предназначен для полноценной TIG-сварки алюминия. Основная область применения TIG Lift в этой модели — нержавеющая сталь, углеродистая сталь, медь, латунь, бронза, титан и другие материалы, где требуется аккуратный шов, локальный ремонт, прихватка или выполнение отдельных проходов с более точным контролем ванны.
Диапазон тока 30–500 А позволяет использовать TIG не только для тонких деталей, но и для серьёзных производственных задач, если технология допускает такой процесс. Для работы потребуется соответствующая горелка TIG, защитный газ и корректно подобранные расходники.
Поддержка SAW и задачи под автоматизацию
В перечне режимов предусмотрена работа SAW, то есть сварка под флюсом, при условии соответствующего оснащения поста. Это означает, что источник может рассматриваться не только как полуавтомат для ручного ведения горелки, но и как база для отдельных задач, связанных с механизированной или автоматизированной сваркой. Для предприятий, где часть операций выполняется под флюсом, это может быть полезно при стандартизации парка оборудования и унификации источников питания.
Управление, индикация и интерфейсы
Аппарат оснащён цифровым дисплеем, что упрощает установку и контроль параметров. Для производственной среды цифровая индикация удобна тем, что оператор и мастер могут быстро сверять фактические настройки с картой режима, а технолог — точнее воспроизводить параметры между постами.
Предусмотрена возможность подключения пульта дистанционного управления. Это актуально при сварке длинномерных конструкций, работе на стендах, в труднодоступных местах и в тех случаях, когда корректировка параметров непосредственно у источника затруднена.
Сигнальные разъёмы — 7 pin и Euro. Такая конфигурация упрощает интеграцию подающего механизма и совместимой периферии в рамках производственного поста.
Охлаждение, компоновка поста и мобильность
В комплект поставки входит кулер, что важно для стабильной работы горелки на высоких токах. Для диапазона до 500 А жидкостное охлаждение — не дополнительная опция, а необходимый элемент нормальной эксплуатации, если аппарат используется в тяжёлом режиме, на длинных проходах и при высокой плотности сварочных работ.
Также в состав поставки включена четырёхколёсная тележка для перемещения полуавтомата и подставка под баллон. Это позволяет собрать законченный пост без отдельного подбора базовой мобильной платформы. Для цеха такая компоновка удобна: источник, подающий механизм, баллон и кабель-пакеты размещаются в единой системе, которую можно перемещать между рабочими зонами.
Надёжность, защита и промышленное исполнение
Класс изоляции F соответствует требованиям к оборудованию, работающему при повышенных тепловых нагрузках. Класс защиты IP23 позволяет эксплуатировать источник в производственной среде при соблюдении стандартных требований к размещению и защите от прямого воздействия осадков и загрязнений.
Для промышленного аппарата важна не только номинальная мощность, но и общая конструктивная пригодность к сменной работе: устойчивость параметров, развитая система охлаждения, выносной подающий механизм, наличие тележки, комплект роликов под разные материалы и возможность подключения дистанционного управления. В совокупности это делает установку рабочим вариантом для постоянной эксплуатации, а не для эпизодического использования.
Практика выбора для производства
Кому точно подходит
- Заводам металлоконструкций и тяжёлого машиностроения, где требуется ток до 500 А, стабильная работа в MIG/MAG и ресурс под длительные сменные нагрузки.
- Производствам с алюминиевыми изделиями, где нужен импульсный режим MIG (PULSE), 4-роликовая подача и возможность уверенной работы с мягкой проволокой.
- Ремонтно-механическим и сервисным участкам, которым нужен один универсальный источник для полуавтомата, MMA и отдельных TIG-операций.
- Цехам серийной сварки, где важны синергетика, память программ и повторяемость режимов между разными операторами.
- Предприятиям с крупногабаритными изделиями, где удобен выносной механизм подачи и мобильная тележка с полной компоновкой поста.
- Организациям, работающим по аттестованным технологиям, которым важна возможность приобретения исполнения с НАКС.
Когда лучше выбрать другой класс
- Если нужен компактный аппарат для выездного монтажа и работа ведётся в основном на малых токах — установка этого класса будет избыточной по мощности и компоновке.
- Если основная задача — TIG-сварка алюминия, лучше рассматривать отдельный аппарат AC/DC, поскольку здесь TIG работает только на постоянном токе.
- Если критично наличие двойного импульса MIG для определённого внешнего вида шва или специализированных режимов по алюминию и нержавейке, потребуется другая модель.
- Если на участке нет подготовленной промышленной сети под потребляемую мощность такого источника, сначала нужно решить вопрос с электропитанием.
- Если объёмы сварки небольшие и эпизодические, промышленный аппарат на 500 А не даст экономического преимущества по сравнению с более лёгким классом оборудования.
Типовые ошибки выбора
- Ориентироваться только на максимальный ток 500 А. Для производственной оценки важнее смотреть на ток при ПН 100%, а здесь это 360 А — именно этот параметр лучше отражает реальную длительную нагрузку.
- Покупать источник для TIG-сварки алюминия. Аппарат поддерживает TIG Lift на постоянном токе, но не заменяет AC/DC-установку для полноценной аргонодуговой сварки алюминиевых сплавов.
- Недооценивать требования к оснастке для алюминия. Даже при наличии импульса и 4-роликовой подачи нужно правильно подобрать ролики, канал горелки, контактные наконечники и режим подачи.
- Не учитывать газовую часть поста. Для стабильного MIG/MAG-процесса важны корректно подобранные редукторы, газовые рукава и при необходимости подогрев газа от розетки 36 В.
- Считать TIG и MMA второстепенными режимами без проверки задач. На ряде участков именно эти процессы закрывают ремонтные и вспомогательные операции, поэтому заранее стоит оценить длину кабелей, тип разъёмов и состав дополнительной оснастки.
- Не планировать расходные материалы под разные проволоки. При переходе между сталью, алюминием и порошковой проволокой нужны разные ролики, каналы, наконечники и настройки, иначе стабильности процесса не будет.
Гарантия и сервис
На источник действует гарантия 5 лет. Для промышленного оборудования такого класса это важный показатель, особенно при закупке в парк предприятия и при расчёте совокупной стоимости владения.
Оборудование обслуживается через авторизованный сервис. Для производственного заказчика это означает наличие регламентной поддержки, диагностики, поставки оригинальных запасных частей и корректного сопровождения в гарантийный и постгарантийный период. При выборе аппарата для цеховой эксплуатации сервисная доступность не менее важна, чем номинальные характеристики, поскольку простой сварочного поста напрямую влияет на выпуск продукции.
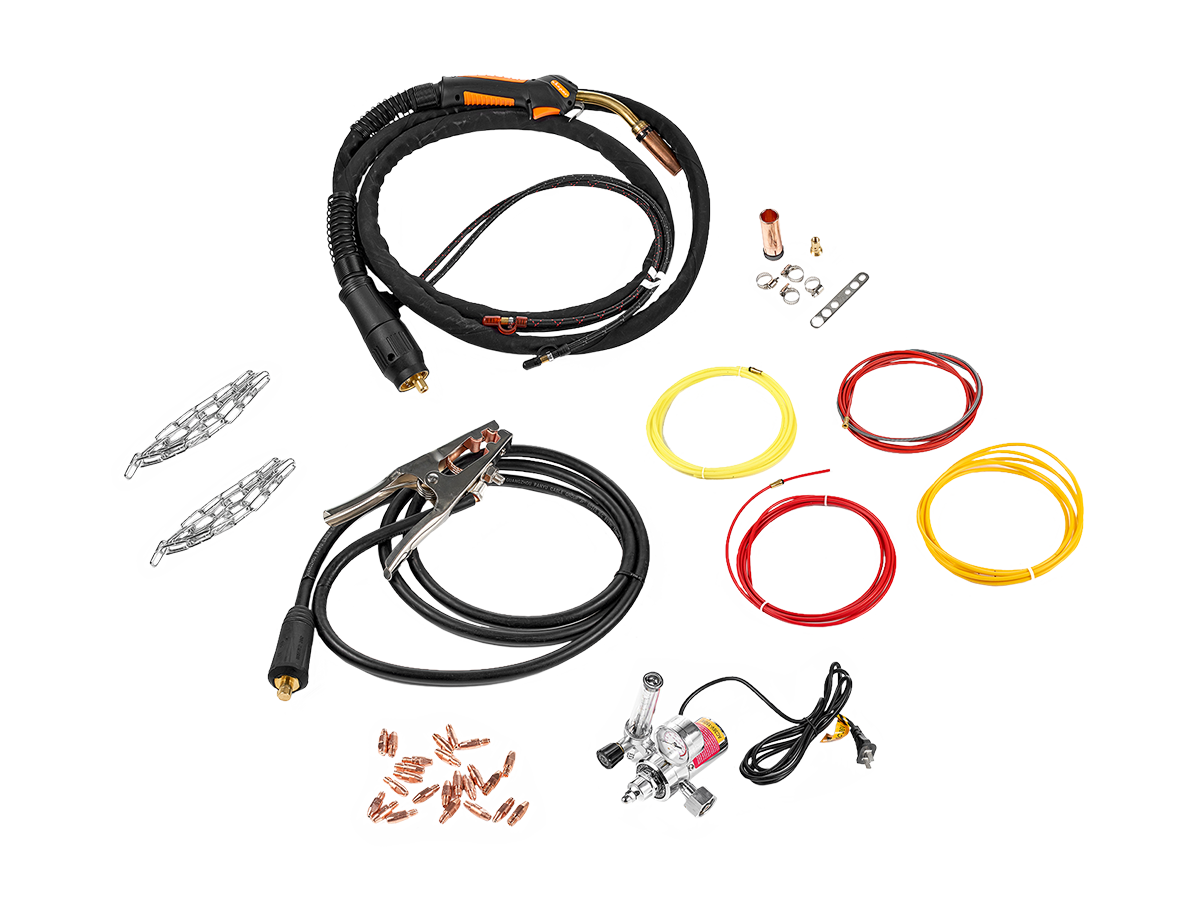
Оснастка и комплектация
Установка поставляется как законченный промышленный пост, готовый к вводу в работу после подключения и настройки под конкретную технологию. В комплект входят:
- сварочный аппарат;
- паспорт;
- комплект ЗИП;
- зажим массы с кабелем 500 А, 3 м;
- комплект запасных роликов;
- кулер;
- четырёхколёсная тележка для перемещения полуавтомата;
- регулятор расхода газа с подогревателем на 36 В;
- механизм подачи проволоки WF-22 (P05101);
- сварочная горелка TECH MS 500, 3 м;
- кабель управления механизма подачи проволоки, 2,2 м;
- силовой кабель механизма подачи проволоки, 2,2 м;
- газовый рукав, 3,5 м;
- рукав для охлаждения, 2,2 м;
- оплётка для соединительных кабелей, 1,5 м;
- фланцевый адаптер для катушки D-200;
- ролик подающий V 1.2/1.6 для стали;
- ролик подающий для порошковой проволоки 1.2/1.6;
- ролики подающие U 1.0/1.2 и 1.2/1.6 для алюминия;
- прижимные ролики различных профилей.
С точки зрения технолога комплект поставки подобран грамотно: аппарат уже ориентирован не только на стандартную стальную проволоку, но и на сварку алюминия и порошковой проволокой. Это снижает объём первоначальных доработок и ускоряет запуск в эксплуатацию.
По совместимости источник подходит для работы с промышленными горелками соответствующего класса тока, с водяным охлаждением, с выносным подающим механизмом и с периферией, используемой на производственных постах. Благодаря разъёмам 7 pin и Euro проще интегрировать аппарат в существующую инфраструктуру участка, если на предприятии уже применяются совместимые кабель-пакеты и управляющие аксессуары.
Что докупить сразу
- Комплект расходников под выбранный материал. Для стабильной работы нужны контактные наконечники под конкретные диаметры и типы проволоки, а также сопла и держатели наконечников под установленную горелку.
- Дополнительные горелки MIG под разные задачи. На производстве часто выгодно иметь отдельную горелку под сталь и отдельную — под алюминий, чтобы не тратить время на переналадку канала и расходников.
- Сварочную проволоку под конкретную технологию: омеднённую или неомеднённую для углеродистой стали, нержавеющую, алюминиевую либо порошковую под соответствующий процесс.
- Баллонный пост и газовую обвязку. Даже при наличии регулятора расхода газа имеет смысл сразу проверить состав смеси, длину магистрали и при необходимости добавить качественные газовые рукава для конкретной схемы размещения поста.
- Резервный комплект роликов и направляющих каналов. Это особенно актуально, если аппарат будет использоваться попеременно для стали, алюминия и порошковой проволоки.
- Кабели и разъёмы увеличенной длины, если пост работает на крупногабаритных изделиях или на стапелях, где стандартной длины соединений недостаточно.
- Средства индивидуальной защиты. Для постоянной цеховой работы потребуются сварочные маски с корректным диапазоном затемнения и краги сварщика, рассчитанные на высокую тепловую нагрузку.
- Оснастку для обслуживания поста. В ежедневной эксплуатации полезны щётки и зачистной инструмент для подготовки кромок, очистки зоны шва и обслуживания сопла горелки.
Если оборудование планируется использовать в интенсивном режиме на нескольких материалах, разумно сразу сформировать комплект расходников и запасных узлов под каждую технологию отдельно. Это уменьшает простои, упрощает работу мастера участка и помогает быстрее поддерживать стабильное качество шва при серийном выпуске.
Остались вопросы?
Звоните: 8 (812) 244-91-60
Запросить КП: mail@spb-svarka.ru
| Производитель | Сварог |
| Серия | TECH |
| Тип питания | Инвертор |
| Режимы сварки | MMA, TIG, MIG, MAG, SAW |
| Напряжение питающей сети | 380 В |
| Розетка 36 В | Да |
| Частота питающей сети | 50 Гц |
| Сварочный ток MIG | 70 — 500 А |
| Сварочный ток MMA | 30 — 500 А |
| Сварочный ток TIG | 30 — 500 А |
| Потребляемый ток | 37.9 А |
| Сварочный ток MIG при ПН 100% | 360 А |
| Сварочный ток MMA при ПН 100% | 360 А |
| Сварочный ток TIG при ПН 100% | 360 А |
| Рабочее напряжение | 17.5 — 39 В |
| Рабочее напряжение MIG | 17.5 — 39 В |
| Рабочее напряжение ММА | 21.2 — 40 В |
| Рабочее напряжение TIG | 11.2 — 30 В |
| Напряжение холостого хода | 96 В |
| Напряжение холостого хода MIG | 96 В |
| Напряжение холостого хода MMA | 96 В |
| Напряжение холостого хода TIG | 96 В |
| Потребляемая мощность | 22 кВт |
| Потребляемая мощность MIG | 22 кВт |
| Потребляемая мощность ММА | 25.1 кВт |
| Потребляемая мощность TIG | 16.8 Вт |
| Коэффициент мощности | 0.9 |
| ПН | 60 % |
| ПН при 40°C | 60 % |
| КПД | 89 % |
| Подающий механизм | Выносной |
| Скорость подачи проволоки | 1.5 — 23 м/мин |
| Диаметр сварочной проволоки MIG | 0.8 мм, 1 мм, 1.2 мм, 1.6 мм |
| Диаметр электрода MMA | 1.6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм, 6 мм |
| Диаметр электрода TIG, мм | 1 — 6 |
| Максимальная масса катушки | 20 кг |
| Максимальный диаметр катушки | 300 мм |
| Холостой прогон проволоки | Да |
| Класс изоляции | F |
| Класс защиты | 23 |
| Индуктивность | Да |
| Регулировка индуктивности | Да |
| Смена полярности | Да |
| Synergy | Да |
| VRD | Да |
| Hot Start | Да |
| Antistick | Да |
| Форсаж дуги | Да |
| Режим работы 2Т/4Т | Да |
| Режим сварки AC/DC | Нет |
| Сварка алюминия | Да |
| Сварка порошковой проволокой | Да |
| Режим импульсной сварки | Да |
| Импульсный режим MIG | Да |
| Режим двойного импульса MIG | Нет |
| Цифровой дисплей | Да |
| Возможность подключения пульта ДУ | Да |
| Подставка под баллон | Да |
| Способ возбуждения дуги | Lift |
| Количество роликов | 4 |
| Память программ сварки | Да |
| Габариты источника | 710 × 330 × 625 мм |
| Вес источника | 59 кг |
| Габариты подающего механизма, мм | 665 × 294 × 455 |
| Вес подающего механизма | 19.2 кг |
| Габариты | 1095 × 510 × 1505 мм |
| Вес | 137.95 кг |
| Возможность приобретения с НАКС | Да |
| Гарантия | 5 лет |
| Сигнальный разъем | 7pin, Евро |
- Инверторный сварочный аппарат - 1 шт.
- Механизм подачи проволоки WF—22 (P05101) - 1 шт.
- Тележка - 1 шт.
- Кулер - 1 шт.
- Сварочная горелка в сборе TECH MS 500 , 3 м - 1 шт.
- Кабель управления механизма подачи проволоки, 2.2 м - 1 шт.
- Силовой кабель механизма подачи проволоки, 2.2 м - 1 шт.
- Газовый рукав, 3.5 м - 1 шт.
- Рукав для охлаждения, 2.2 м - 2 шт.
- Оплетка для соединительных кабелей, 1.5 м - 1 шт.
- Клемма заземления в сборе с кабелем 500 А, 3 м - 1 шт.
- Фланцевый адаптер для катушки D—200 - 1 шт.
- Редуктор с подогревателем, 36 В - 1 шт.
- Комплект ЗИП - 1 шт.
- Ролик подающий VØ 1.2/1.6 (для стальной проволоки) - 2 шт.
- Ролик подающий VØ 1.0/1.2 (для стальной проволоки) - 2 шт.
- Ролик подающий для порошковой проволоки Ø 1.2/1.6 - 2 шт.
- Ролик подающий U Ø 1.0/1.2 (для алюминия) - 2 шт.
- Ролик подающий U 1.2/1.6 (для алюминия) - 2 шт.
- Ролик прижимной гладкий - 2 шт.
- Ролик прижимной с канавкой VØ 1.0/1.2 (для стальной проволоки) - 2 шт.
- Ролик прижимной с канавкой VØ 1.2/1.6 (для стальной проволоки) - 2 шт.-
- Ролик подающий U 1.0/1.2 (установлен на аппарате) (для алюминия) - 2 шт.
- Паспорт - 1 шт.
- Руководство по эксплуатации - 1 шт.
СПБ Сварка - поставщик сварочного оборудования. Тел.: 8(812)244-91-60, E-mail: mail@spb-svarka.ru