")
")
")
")
Категория: Инверторы (MMA)
Сварочный инвертор Сварог ARC 630 (J21)
Промышленный инвертор для MMA сварки. Ток до 630 А при ПН 60%. Функции Hot Start и Arc Force. Напряжение холостого хода 80 В. Мощность 25.1 кВт, класс защиты IP21.
Сварочный инвертор Сварог ARC 630 (J21) — промышленный источник для ручной дуговой сварки покрытым электродом на постоянном токе. Аппарат рассчитан на интенсивную эксплуатацию при изготовлении металлоконструкций, ремонте оборудования, монтаже и наплавке, где требуется высокий сварочный ток и стабильная дуга на протяжении длительного цикла. Модель ориентирована на работу с углеродистыми и низколегированными сталями, а также на тяжелые режимы при сварке толстостенных деталей и массивных узлов.
Как мы поставляем
Поставляем промышленное сварочное оборудование на предприятия Санкт-Петербурга и по всей России. Работаем с НДС, оформляем документы через ЭДО в Контур.Диадок и СБИС. Возможна отгрузка со склада или поставка под заказ в зависимости от текущей доступности и требуемой комплектации.
Для производственных задач подбираем комплект под техническое задание: источник, кабельную группу, разъёмы, электрододержатели, средства защиты и сопутствующую оснастку. Для ряда брендов можем организовать демонстрацию оборудования в работе — условия и доступность уточняйте у менеджера.
Описание и возможности
Назначение и рабочая специализация
Сварог ARC 630 (J21) относится к промышленному классу инверторных аппаратов и предназначен исключительно для процесса ручной дуговой сварки (MMA). Это специализированный источник для тех участков, где основной технологией остается сварка штучным электродом: сборка и ремонт металлоконструкций, наплавка, монтаж на объекте, восстановление изношенных деталей, работы на открытых площадках и в цехе.
Аппарат не совмещает процессы полуавтоматической сварки MIG/MAG и аргонодуговой сварки TIG. Такой подход важен для предприятий, которым нужен не универсальный комбинированный аппарат, а мощный MMA-источник с понятной логикой настройки и запасом по току для тяжелых производственных задач.
Сварочный ток и работа под нагрузкой
Диапазон сварочного тока в режиме MMA составляет 25–630 А. Нижняя часть диапазона позволяет аккуратно работать на умеренных режимах, а верхняя — выполнять сварку и наплавку на высоких токах, когда требуется интенсивное тепловложение и высокая производительность. Для промышленного участка это означает, что один источник закрывает как повседневные операции, так и тяжелые режимы на толстом металле.
Продолжительность нагрузки составляет 60 % при максимальном токе 630 А. При 100 % ПН аппарат выдает 480 А, то есть способен работать непрерывно на действительно высоком токе без перехода в режим кратковременной нагрузки. Для цеховой эксплуатации это один из ключевых параметров: источник подходит для длинных проходов, серийных операций, наплавки и ремонта крупногабаритных узлов, где простои из-за перегрева оборудования недопустимы.
На практике сочетание максимального тока 630 А и 100 % ПН на уровне 480 А особенно востребовано там, где ведется:
- сварка толстостенных деталей и силовых элементов;
- наплавка изношенных поверхностей валов, посадочных мест, кромок и рабочих органов;
- ремонт тяжелого промышленного оборудования;
- изготовление крупногабаритных металлоконструкций;
- монтажные работы с применением электродов большого диаметра.
Питание, нагрузка на сеть и энергоэффективность
Источник выполнен по инверторной схеме питания, что обеспечивает более стабильное формирование дуги по сравнению с традиционными тяжелыми трансформаторными решениями аналогичного класса. Аппарат рассчитан на сеть частотой 50 Гц. Потребляемая мощность в режиме MMA составляет 25,1 кВт, потребляемый ток — 39 А.
Для производственного внедрения важно заранее оценить готовность питающей линии: состояние распределительного шкафа, номинал защитной автоматики, сечение кабеля, качество контактов и фактическую загрузку сети на участке. Источник такого уровня мощности должен подключаться как промышленное оборудование, а не как обычный постовой аппарат. Это особенно важно при эксплуатации в ремонтных цехах и на монтажных площадках, где к одной линии может быть подключено несколько энергоемких потребителей.
Коэффициент мощности 0,93 и КПД 85 % показывают рациональную работу силовой части. Для предприятия это означает более предсказуемую нагрузку на сеть и меньшие потери по сравнению с устаревшими источниками того же токового класса.
Напряжение холостого хода и поведение дуги
Напряжение холостого хода составляет 80 В. Для MMA-источника промышленного назначения это важный показатель, напрямую влияющий на уверенность поджига дуги и стабильность начала сварочного цикла. При работе с основными, рутиловыми и рядом специализированных электродов высокий уровень напряжения холостого хода облегчает старт, особенно при тяжелых сечениях и неидеальных условиях на площадке.
Рабочее напряжение находится в диапазоне 20,8–44 В. Такой диапазон соответствует широкому набору режимов ручной дуговой сварки и позволяет адаптировать процесс под разные диаметры электродов, пространственные положения и требования к провару. Для технолога это означает большую свободу при настройке режима под конкретную задачу, а для сварщика — более предсказуемое поведение дуги.
Функция Горячий старт (Hot Start)
Источник оснащён функцией Горячий старт (Hot Start). В момент поджига аппарат кратковременно повышает сварочный ток, благодаря чему дуга возбуждается легче, а вероятность прилипания электрода к изделию снижается. Это особенно полезно в нескольких случаях:
- при сварке на низких токах, где запуск дуги обычно более чувствителен к технике поджига;
- при работе с основными электродами;
- при выполнении корневых проходов;
- в условиях пониженной температуры;
- при сварке деталей с неидеально подготовленной поверхностью.
Для производственного участка Hot Start — это не вспомогательная опция, а инструмент повышения повторяемости старта и снижения количества дефектов в начале шва.
Функция Форсаж дуги (Arc Force)
Функция Форсаж дуги (Arc Force) автоматически корректирует ток при уменьшении длины дуги. Когда электрод подводится слишком близко к ванне, источник поддерживает горение дуги и снижает риск её обрыва или залипания. Это особенно заметно при сварке в сложных пространственных положениях, на вертикали и потолке, а также при переменном зазоре и неравномерной сборке.
С технологической точки зрения Arc Force помогает:
- стабилизировать перенос металла;
- удерживать дугу на короткой длине;
- улучшать провар на сложных участках;
- уменьшать чувствительность процесса к колебаниям техники сварщика;
- подстраивать поведение дуги под тип покрытия электрода и характер шва.
Регулировка параметров и адаптация под технологию
Аппарат позволяет гибко настраивать режим MMA под конкретную производственную задачу. Помимо регулировки сварочного тока, предусмотрена настройка функций Hot Start и Arc Force. Это даёт возможность адаптировать источник под разные типы электродов, толщину металла, пространственное положение шва и требования к формированию валика.
Для предприятия это важно по простой причине: один и тот же источник может использоваться на разных постах и в разных операциях. На одном участке требуется спокойная дуга для аккуратной сборки, на другом — более жёсткий режим для глубокого провара, на третьем — наплавка с повышенным током и устойчивым перенесением металла. Возможность подстроить поведение дуги под технологию делает аппарат рабочим инструментом, а не просто силовым блоком.
Переключение наклона вольт-амперной характеристики
Отдельного внимания заслуживает возможность переключения наклона вольт-амперной характеристики. Для промышленного MMA-источника это полезная функция, позволяющая менять характер реакции дуги на колебания длины. На практике настройка помогает точнее подобрать режим под конкретный тип электрода и условия сварки.
Это особенно актуально, когда на одном участке выполняются разные работы:
- сборка конструкций;
- монтаж на объекте;
- ремонтные операции;
- наплавка;
- сварка в неудобных пространственных положениях.
Для технолога наличие такой настройки означает более тонкую адаптацию процесса без смены класса оборудования.
Дистанционное управление
Аппарат поддерживает подключение пульта дистанционного управления. Для крупногабаритных изделий и монтажных работ это практичная функция: источник может быть установлен стационарно, а сварщик получает возможность корректировать ток на удалении от аппарата. Это снижает потери времени на перемещения, упрощает работу на высоте, внутри металлоконструкций, на протяжённых сборках и при ремонте оборудования со сложным доступом.
Дистанционное управление особенно полезно в случаях, когда в процессе сварки требуется оперативная корректировка тока в зависимости от положения шва, толщины участка, состояния кромок или характера наплавки.
Материалы и типовые области применения
Основная область применения — сварка и наплавка на постоянном токе изделий из углеродистых и низколегированных сталей. Источник подходит для производств, где требуется работать с массивными деталями, силовыми элементами, толстостенными узлами и конструкциями, эксплуатируемыми под нагрузкой.
Типовые задачи для такого аппарата:
- изготовление и ремонт металлоконструкций;
- сварка строительных и технологических рам;
- ремонт ковшей, стрел, опор, корпусов и рабочих органов техники;
- восстановительная наплавка изношенных поверхностей;
- монтаж трубных и металлоконструкционных узлов, где применяется MMA;
- сварка деталей с большими толщинами и высокими требованиями к провару.
Для сварки алюминия этот источник обычно не рассматривают как профильное решение. Если на участке основная задача — именно сварка алюминия, рациональнее выбирать полуавтомат MIG/MAG с соответствующей подающей системой или аргонодуговую TIG-установку с AC/DC-режимом. Сварог ARC 630 (J21) создан под другую производственную логику: высокая мощность, покрытый электрод, надежная работа в тяжелом режиме.
Работа с электродами
Аппарат рассчитан на использование покрытых электродов различного назначения. В промышленной практике источник такого класса применяют с рутиловыми, основными и специализированными электродами для наплавки и ремонта. Высокий токовый запас позволяет уверенно работать крупными диаметрами, когда требуется высокая производительность и значительное тепловложение.
При выборе электродов важно учитывать не только токовую нагрузку, но и характер задачи:
- для сборки и общих цеховых операций — стандартные электроды по конструкционным сталям;
- для ответственных соединений — основные электроды с контролируемыми механическими свойствами шва;
- для восстановительных работ — наплавочные марки под конкретный тип износа;
- для монтажных условий — электроды, устойчивые к работе в различных положениях.
Чтобы источник реализовал свой потенциал, важно использовать качественные кабели и разъёмы, рассчитанные на соответствующую токовую нагрузку, а также подобрать электроды под конкретную технологию, а не только под максимальный ток аппарата.
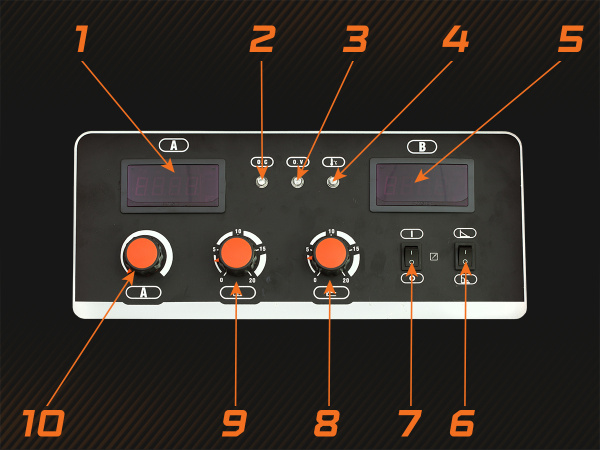
Управление, индикация и контроль состояния
Логика управления ориентирована на практическую работу в цехе и на монтажной площадке. Оператору доступны основные регулировки и индикация параметров, необходимые для повседневной эксплуатации и контроля состояния оборудования. Для промышленного аппарата это важно: интерфейс должен быть понятен сварщику без длительного обучения и при этом обеспечивать достаточную гибкость настройки.
- регулировка сварочного тока в широком диапазоне;
- настройка функции Горячий старт (Hot Start);
- настройка функции Форсаж дуги (Arc Force);
- переключение наклона вольт-амперной характеристики;
- включение режима работы с дистанционным управлением;
- контроль рабочих параметров по индикации аппарата;
- контроль состояния источника при перегрузке и перегреве.
Для производственного персонала это означает более точную повторяемость режимов и снижение зависимости результата от субъективной настройки «на глаз».
Конструктивная надежность и защита
Аппарат выполнен в промышленном исполнении и рассчитан на повседневную эксплуатацию в условиях цеха, ремонтного участка и монтажной площадки. Класс изоляции F обеспечивает работу изоляционных материалов при повышенных тепловых нагрузках, что важно для оборудования с высокой выходной мощностью.
Класс защиты IP21 означает, что источник предназначен прежде всего для эксплуатации под навесом, в помещении или в защищённых условиях, где исключено прямое воздействие осадков. Для монтажных работ на открытом воздухе это стандартное требование: аппарат должен быть размещён так, чтобы на него не попадали дождь, снег и интенсивные брызги.
При выборе площадки для установки рекомендуется учитывать:
- наличие вентиляционного зазора вокруг корпуса;
- защиту от абразивной металлической пыли и прямой влаги;
- удобство подключения силовых кабелей;
- безопасный доступ для обслуживания и осмотра;
- устойчивое размещение на ровной поверхности или на тележке для сварочного оборудования при необходимости перемещения по участку.
Что дает инверторная схема в промышленной эксплуатации
Для закупщика и технолога важно понимать, почему именно инверторный источник такого класса востребован на производстве. По сравнению с классическими трансформаторными аппаратами оборудование этого типа обеспечивает более точную настройку режима, стабильную дугу, меньшую чувствительность к колебаниям длины дуги и более удобную эксплуатацию на участках с разнородными задачами.
В реальной работе это выражается в следующих преимуществах:
- более предсказуемое качество шва при одинаковых настройках;
- облегчённый поджиг и меньшее количество залипаний электрода;
- удобство адаптации под разные марки электродов;
- высокая плотность мощности при промышленном токе;
- снижение потерь времени на вспомогательные операции.
Практика выбора для производства
Кому точно подходит
- Предприятиям, где MMA остаётся основным процессом для сварки толстостенных стальных деталей и металлоконструкций.
- Ремонтным подразделениям, выполняющим наплавку и восстановление изношенных поверхностей в тяжелом режиме.
- Монтажным организациям, которым нужен мощный источник для работы покрытым электродом на объекте.
- Цехам тяжелого машиностроения, энергетики, металлургии и сервисным участкам, где востребован высокий ток и длительная работа без остановок.
- Производствам, где требуется один надежный MMA-аппарат для разных задач: от сборки до наплавки и ремонта крупногабаритных узлов.
- Участкам, где важно подключение пульта ДУ и возможность настраивать режим с удалением от источника.
Когда лучше выбрать другой класс
- Если основная задача — серийная сварка тонколистового металла, рациональнее рассмотреть полуавтомат MIG/MAG.
- Если требуется сварка алюминия на постоянной основе, лучше выбирать специализированный источник для сварки алюминия в процессе MIG/MAG или аргонодуговую TIG-установку AC/DC.
- Если на участке нет подготовленной силовой линии под мощный промышленный аппарат, внедрение такого источника может оказаться избыточным.
- Если работы носят эпизодический характер и токи выше 250–300 А не используются, экономически оправданнее выбрать аппарат меньшего класса.
- Если требуется универсальный пост с несколькими процессами в одном корпусе, стоит смотреть на многопроцессные источники, а не на специализированный MMA-аппарат.
Типовые ошибки выбора
- Ориентация только на максимальный ток. Для производства важнее оценивать не только 630 А, но и продолжительность нагрузки, реальный рабочий ток на участке и длительность сварочных циклов.
- Недооценка требований к питающей сети. Аппарат такого класса требует подготовленного подключения, корректно подобранной автоматики и кабельной инфраструктуры.
- Выбор без учета фактического процесса. Если предприятию нужен полуавтомат MIG/MAG или аргонодуговая TIG-сварка, MMA-источник не решит задачу, даже при высоком токе.
- Использование недостаточной кабельной группы. Слабые по сечению или длине сварочные кабели ограничивают возможности источника, вызывают падение напряжения и перегрев соединений.
- Покупка без оценки номенклатуры электродов. Для тяжелых режимов важно заранее понимать, какими электродами будет работать участок, какие токи нужны и как организовано их хранение и прокалка.
- Игнорирование условий эксплуатации. Даже промышленный аппарат класса IP21 нельзя размещать под прямыми осадками или в зоне интенсивного засасывания металлической пыли без организационных мер защиты.
Гарантия и сервис
На аппарат предоставляется гарантия 5 лет. Для промышленного оборудования это значимый показатель, особенно при закупке на участок с ежедневной нагрузкой. Длительный гарантийный срок важен не только как формальное условие поставки, но и как фактор планирования эксплуатационных рисков.
Оборудование обслуживается через авторизованный сервис. Для предприятия это означает более предсказуемую схему сопровождения: диагностика, подбор запасных частей, регламентные рекомендации и восстановление работоспособности выполняются с учетом требований производителя. При вводе в эксплуатацию имеет смысл сразу определить ответственного за соблюдение условий подключения, вентиляции, периодической очистки и контроля состояния силовых соединений — это напрямую влияет на ресурс аппарата.
Оснастка и комплектация
В стандартный комплект поставки входят:
- сварочный аппарат — 1 шт.;
- паспорт — 1 шт.;
- держатель электродов в сборе 500 А, 3 м — 1 шт.;
- зажим на массу с кабелем 500 А, 3 м — 1 шт.
Базовая комплектация позволяет приступить к работе после подключения аппарата к сети, однако для полноценной интеграции в производственный процесс её обычно дополняют под конкретную задачу. Особенно это касается длины и сечения кабельной группы, типа электрододержателя, характера заземления и организации рабочего места.
С учетом токового класса источника важно оценивать совместимость всей оснастки по реальной нагрузке, а не только по формальному наличию разъёма. На практике это означает:
- подбор силовых кабелей по длине и сечению под фактический ток и удаление поста;
- использование надежных силовых соединений без паразитного нагрева;
- подбор электрододержателя под режимы длительной работы;
- контроль качества контакта зажима массы с изделием или столом;
- при необходимости — подключение пульта дистанционного управления для работы на удалении.
Что докупить сразу
- Усиленную кабельную группу. Если пост работает дальше стандартных 3 метров или на высоких токах длительное время, стоит сразу подобрать кабели и разъёмы нужного сечения и длины.
- Электроды под конкретную технологию. Для цеховой сварки, монтажа или наплавки нужен свой тип покрытия и своя марка расходника, поэтому номенклатуру лучше определить заранее.
- Электрододержатель и зажим массы повышенной стойкости. На тяжелых режимах штатная оснастка нередко дополняется более мощными решениями под условия конкретного участка.
- Сварочные маски. Для длительной работы на высоких токах важно обеспечить стабильную защиту зрения и комфорт сварщика при разных пространственных положениях.
- Краги сварщика. При MMA на больших токах тепловая нагрузка высокая, поэтому средства защиты рук нужно подбирать под реальный режим, а не по остаточному принципу.
- Тележку для сварочного оборудования. Если источник перемещается между постами или зонами ремонта, мобильное размещение упрощает транспортировку и организацию рабочего места.
- Щётки и зачистной инструмент. Для ручной дуговой сварки обязательна качественная подготовка кромок и удаление шлака между проходами, особенно при многослойных швах и наплавке.
- Пульт дистанционного управления. Если сварка ведётся на высоте, внутри конструкций или на крупногабаритных сборках, удалённая корректировка тока заметно упрощает работу.
Остались вопросы?
Звоните: 8 (812) 244-91-60
Запросить КП: mail@spb-svarka.ru
| Серия | Standart |
| Производитель | Сварог |
| Режимы сварки | MMA |
| Тип питания | Инвертор |
| Напряжение питающей сети | 380 В |
| Частота питающей сети | 50 Гц |
| Сварочный ток MMA | 25 — 630 А |
| ПН | 60 % |
| Сварочный ток MMA при ПН 100% | 480 А |
| Потребляемая мощность | 25.1 кВт |
| Потребляемая мощность ММА | 25.1 кВт |
| Напряжение холостого хода | 80 В |
| Напряжение холостого хода MMA | 80 В |
| Диаметр электрода MMA | 1.6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм, 6 мм |
| Потребляемый ток | 39 А |
| Рабочее напряжение | 20.8 — 44 В |
| Рабочее напряжение ММА | 20.8 — 44 В |
| Hot Start | Да |
| Форсаж дуги | Да |
| Возможность подключения пульта ДУ | Да |
| Класс изоляции | F |
| Класс защиты | 21 |
| Коэффициент мощности | 0.93 |
| КПД | 85 % |
| Габариты | 670 × 335 × 624 мм |
| Вес | 52 кг |
| Гарантия | 5 лет |
Комплект поставки:
- Электрододержатель 500 А в сборе с кабелем 3 м— 1 шт.
- Клемма заземления 500 А в сборе с кабелем 3 м— 1 шт.
- Паспорт и Руководство по эксплуатации— 1 шт.
СПБ Сварка - поставщик сварочного оборудования. Тел.: 8(812)244-91-60, E-mail: mail@spb-svarka.ru