")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
Категория: Полуавтоматы
Сварочный инвертор-полуавтомат Сварог PRO SMART MIG 350 (N216S)
Для MIG/MAG, MMA и TIG сварки. Ток MIG 30-270 А, MMA 20-220 А, TIG 20-270 А. Встроенный подающий механизм, синергетика, режимы 2T/4T. Питание 36 В, ПН 60%.
Сварог PRO SMART MIG 350 (N216S) — промышленный инверторный полуавтомат для MIG/MAG-, MMA- и TIG-сварки постоянным током. Аппарат рассчитан на регулярную цеховую эксплуатацию, где требуется один универсальный источник для изготовления металлоконструкций, ремонтных работ, сборки узлов из углеродистой и нержавеющей стали, а также для сварки алюминия. По сочетанию полуавтоматического режима, ручной дуговой сварки и TIG Lift установка подходит для производственных задач, на сервисном участке и в оснащении мастерской с ежедневной нагрузкой.
Как мы поставляем
Поставляем сварочное оборудование на производства Санкт-Петербурга и по всей России. Работаем с НДС, сопровождаем документы через ЭДО: Контур.Диадок и СБИС. Возможна отгрузка со склада или поставка под заказ в зависимости от требуемой комплектации и сроков проекта.
Подбираем комплект под техническое задание: источник, горелку, кабельную часть, газовую арматуру, расходные материалы и сопутствующую оснастку. Для ряда брендов можем организовать демонстрацию оборудования в работе — условия и доступность уточняйте у менеджера.
Описание и возможности
Класс аппарата и область применения
Сварочный инвертор-полуавтомат Сварог PRO SMART MIG 350 (N216S) относится к профессиональному классу и ориентирован на производственную эксплуатацию. Это не узкоспециализированный источник под один процесс, а универсальная установка для участка, где в течение смены приходится переходить между полуавтоматической сваркой, ручной дуговой сваркой и TIG-процессом.
Основная рабочая зона аппарата — полуавтоматическая сварка в среде защитного газа MIG/MAG, но наличие режимов MMA и TIG Lift позволяет закрывать вспомогательные и ремонтные операции без привлечения отдельного оборудования. Такой подход удобен для предприятий, где важны гибкость парка техники, сокращение числа единиц оборудования и возможность быстро перестроить пост под текущую задачу.
Поддерживаемые процессы сварки
- Полуавтоматическая сварка MIG/MAG — основной режим для серийной работы по черным сталям, нержавеющим материалам, разнородным соединениям и алюминию.
- Ручная дуговая сварка MMA — для монтажа, ремонта, прихваток, доработки узлов и работы в условиях, где полуавтомат использовать неудобно.
- Аргонодуговая сварка TIG Lift (TIG LIFT) — для аккуратной сварки на постоянном токе, когда требуется более контролируемая дуга и чистый валик.
Отсутствие режима переменного тока AC/DC означает, что TIG здесь реализован именно как TIG DC. Это важно при выборе: аппарат уверенно работает по сталям, нержавеющим сплавам, меди, бронзе и ряду цветных металлов, но для специализированной аргонодуговой сварки алюминия в TIG потребуется отдельный AC/DC-источник.
Материалы, с которыми работает источник
Аппарат применим для сварки:
- низкоуглеродистых и конструкционных сталей;
- нержавеющих сталей;
- разнородных соединений;
- алюминия и алюминиевых сплавов в режиме MIG;
- порошковой проволокой, включая задачи, где требуется смена полярности;
- материалов, свариваемых в TIG DC и MMA.
За счет этого один аппарат закрывает широкий набор операций на участке сварки: от сборки рам и каркасов до ремонта оборудования, изготовления корпусов, шкафов, опорных конструкций и тонколистовых деталей.
Сварочные токи и рабочие диапазоны
Максимальный сварочный ток аппарата достигает 350 А. При этом рабочие диапазоны по процессам подобраны так, чтобы источник оставался полезным не только на верхней границе, но и на средних токах, где проходит значительная часть реальной цеховой работы.
- MIG/MAG: 30–270 А, рабочее напряжение 17–27,5 В.
- MMA: 20–220 А, рабочее напряжение 22–28,8 В.
- TIG: 20–270 А, рабочее напряжение 12–20,8 В.
Такой диапазон позволяет работать как по сравнительно тонкому металлу с контролем тепловложения, так и по более массивным деталям, где требуется уверенное проплавление. Для производственных задач это означает, что источник остается применимым и на сборочных операциях, и на более нагруженных швах в рамках одного поста.
Продолжительность нагрузки и работа в сменном режиме
Продолжительность нагрузки составляет 60 % при 40 °C. Для промышленного оборудования это принципиальный показатель, потому что он отражает реальный режим эксплуатации в нагретом цеховом помещении, а не только работу в комфортных лабораторных условиях.
При 100 % ПН аппарат сохраняет следующие токи:
- MIG/MAG: 190 А;
- MMA: 155 А;
- TIG: 190 А.
На практике это означает возможность длительно вести типовые проходы без постоянных остановок на охлаждение при средних рабочих режимах. Для участков, где сварка идет серийно и в течение смены, такой запас по тепловой устойчивости заметно влияет на фактическую производительность поста.
Питание, энергопотребление и электрические параметры
Источник выполнен по инверторной схеме и работает от сети частотой 50 Гц. Потребляемый ток составляет 16,6 А, коэффициент мощности — 0,85, КПД — 80 %. Потребляемая мощность зависит от процесса:
- MIG/MAG: 9,35 кВт;
- MMA: 7,9 кВт;
- TIG: 7 кВт.
Для инженера и энергетика это важные данные при расчете нагрузки на участок, выборе линии питания и оценке совместимости с существующей инфраструктурой. Инверторная схема дает более гибкое управление дугой по сравнению с традиционными трансформаторными решениями, а также упрощает настройку процесса под разные материалы и толщины.
Напряжение холостого хода и особенности зажигания
Напряжение холостого хода составляет 62 В в режимах MIG/MAG и MMA, а в TIG — 13 В. Для MMA это обеспечивает уверенный поджиг дуги и стабильный старт при работе разными типами электродов. В TIG используется способ возбуждения дуги Lift, то есть касанием с последующим подъемом электрода.
TIG Lift удобен там, где нужен относительно простой и надежный процесс без высокочастотного поджига. Это снижает требования к чувствительному электронному окружению рабочего места и делает аппарат практичным для сервисных и производственных участков, где TIG используется как дополнительный, а не основной специализированный процесс.
Режим MIG/MAG: функциональность для ежедневной работы
Как полуавтоматический источник аппарат оснащен встроенным подающим механизмом. Такая компоновка удобна для стационарного поста: меньше внешних соединений, проще размещение оборудования, легче обслуживание и контроль состояния узлов подачи.
Скорость подачи проволоки регулируется в диапазоне 2–24 м/мин. Это дает возможность настраивать процесс под разные диаметры проволоки, толщины металла, типы соединений и пространственные положения шва. При корректном подборе режима аппарат применим как для коротких сборочных швов, так и для более продолжительных проходов.
Синергетическое управление и ручная коррекция
Источник поддерживает синергетическое управление (Synergy). Для производства это полезно в двух типовых сценариях. Первый — когда на одном посту работают несколько сварщиков и нужно быстрее получать повторяемый режим. Второй — когда участок часто переключается между разными материалами и диаметрами проволоки, а время переналадки критично.
Синергия упрощает стартовую настройку параметров, но не лишает технолога возможности точной подстройки. Это важно, потому что реальная сварка всегда зависит не только от базовых данных, но и от зазора, разделки, положения шва, длины вылета проволоки, состава защитного газа и требований к внешнему виду шва.
Для более тонкой адаптации процесса предусмотрены:
- регулировка индуктивности;
- регулировка заварки кратера;
- режимы 2T/4T;
- тестовая продувка газа;
- продувка после сварки;
- холостой прогон проволоки.
Регулировка индуктивности и поведение дуги
Наличие регулировки индуктивности — важная функция именно для производственного полуавтомата. Она позволяет изменять характер переноса металла и поведение дуги: сделать дугу более мягкой или более жесткой в зависимости от задачи.
На практике регулировка индуктивности помогает:
- снизить разбрызгивание на тонком металле;
- подстроить формирование валика на стыковых и угловых соединениях;
- улучшить управляемость ванны при сварке нержавеющей стали;
- подобрать стабильный режим для сварки алюминия;
- адаптировать процесс под короткую дугу и конкретную газовую смесь.
Для технолога это означает более широкий диапазон реальных настроек без перехода на другой источник.
Режимы 2T/4T и работа на длинных проходах
Поддержка режимов 2T/4T позволяет выбирать логику управления горелкой под характер операции. В режиме 2T удобно выполнять короткие швы, прихватки и частые старт-стоп циклы. Режим 4T полезен на длинных проходах, когда нужно снизить утомляемость сварщика и удерживать стабильный процесс без постоянного нажатия кнопки горелки.
Для серийного производства и повторяющихся операций это не второстепенная опция, а реальный фактор удобства и стабильности качества.
Заварка кратера, продувка газа и сервисные функции
Регулировка заварки кратера помогает аккуратнее завершать шов и снижать риск дефектов в конце прохода. Это особенно актуально на ответственных соединениях, где кратер становится зоной возможной усадки, пористости или локального непровара.
Тестовая продувка газа упрощает настройку расхода перед работой, а продувка после сварки поддерживает защиту зоны шва и горячего металла после гашения дуги. Холостой прогон проволоки ускоряет заправку и перенастройку поста, что удобно при замене катушки, переходе на другой материал или обслуживании тракта подачи.
Смена полярности и работа порошковой проволокой
Аппарат поддерживает смену полярности, что существенно расширяет технологические возможности полуавтомата. Это важно для работы порошковой проволокой, включая сценарии, где на части операций применение газа неудобно или экономически нецелесообразно.
Для ремонтных и монтажных задач такая функция позволяет гибко перестраивать пост под условия работы. Если производство использует как сплошную проволоку в защитной среде, так и порошковые материалы, наличие смены полярности избавляет от ограничений по технологии.
Сварка алюминия
Аппарат подходит для сварки алюминия в режиме MIG. Это делает его полезным для производств, где помимо стали встречаются алюминиевые корпуса, панели, рамы, кронштейны, емкости и другие изделия из легких сплавов.
При работе с алюминием особенно важны правильный подбор канала горелки, роликов подачи, типа проволоки, диаметра и длины рукава. Сам источник обеспечивает необходимую базу по току, настройке дуги и управлению процессом. Для устойчивой работы на алюминии на практике часто дополнительно подбирают соответствующие горелки MIG, а также расходные контактные наконечники под конкретный материал и диаметр проволоки.
Режим MMA и функции для ручной дуговой сварки
Режим MMA в этом источнике не является формальным дополнением. Диапазон 20–220 А позволяет использовать аппарат для широкого круга задач: от прихваток и сборки до ремонта и монтажа, где полуавтоматический процесс неудобен из-за условий доступа или особенностей изделия.
Для MMA предусмотрены функции:
- Hot Start — горячий старт для облегчения поджига;
- Arc Force — форсаж дуги для повышения устойчивости при укорочении дуги;
- VRD — снижение напряжения холостого хода в паузе для повышения безопасности.
Такой набор полезен при ежедневной работе на участке, где ручная дуговая сварка используется как вспомогательный процесс, но должна быть полноценной по качеству и удобству.
Режим TIG Lift
Аргонодуговая сварка в режиме TIG Lift реализована в диапазоне 20–270 А. Этот процесс удобен для более аккуратной работы по нержавеющей стали, углеродистым сталям и ряду цветных металлов, когда требуется лучше контролировать ванну и внешний вид шва, чем это обычно возможно в MMA.
TIG в данном аппарате стоит рассматривать как практичный дополнительный режим для производственных и сервисных задач, а не как замену специализированному AC/DC-источнику с импульсом. Если на участке TIG используется периодически, а основная нагрузка приходится на полуавтомат, такая конфигурация оправдана и экономически, и организационно.
Импульсные режимы: что важно учитывать
Аппарат не оснащен функциями Импульсный режим (PULSE) и Двойной импульс (Double Pulse) в MIG. Для многих производственных задач это не является ограничением: классическая MIG/MAG-сварка с регулировкой индуктивности закрывает значительный объем операций по стали, нержавейке и алюминию.
Однако если технология предприятия завязана именно на импульсный перенос при сварке тонкого алюминия, нержавеющей стали с повышенными требованиями к тепловложению или декоративных швов, стоит рассмотреть другой класс источников. Здесь же акцент сделан на универсальность, рабочий ресурс и удобство в повседневной эксплуатации.
Память программ и цифровое управление
Аппарат оснащен цифровым дисплеем и поддерживает память программ сварки. Для производства это удобно по нескольким причинам:
- можно сохранить типовые режимы под повторяющиеся изделия;
- снижается время переналадки между партиями;
- проще поддерживать единые параметры при работе нескольких сварщиков;
- облегчается возврат к ранее отработанным технологическим настройкам.
Цифровая индикация также упрощает контроль параметров мастером участка и технологом при запуске новой номенклатуры.
Конструктивные особенности и эксплуатация
Аппарат имеет встроенный механизм подачи и воздушное охлаждение. Такая схема подходит для большинства стационарных постов и сервисных участков, где важны простота, ремонтопригодность и отсутствие лишних внешних блоков. При этом для интенсивной полуавтоматической сварки длинными циклами стоит отдельно оценивать условия работы горелки и, при необходимости, рассматривать совместимые решения с более высокой термостойкостью или организацию поста с учетом фактической нагрузки.
Класс изоляции H указывает на хороший запас по термостойкости изоляционных материалов, а степень защиты IP23 соответствует эксплуатации в производственной среде при соблюдении стандартных требований по размещению оборудования. Аппарат рассчитан на цеховые условия, но не предназначен для работы под прямым воздействием осадков.
Дополнительные возможности подключения
Наличие розетки 36 В полезно для подключения вспомогательных устройств, применяемых на сварочном посту в зависимости от конкретной организации рабочего места. Сигнальный разъем выполнен в формате Евро, что упрощает подбор совместимой оснастки и стандартных комплектующих для полуавтоматической сварки.
Подключение пульта дистанционного управления не предусмотрено. Для данного класса полуавтомата это не критично, поскольку основная эксплуатация обычно ведется в стационарной компоновке с настройкой параметров на панели источника.
Практика выбора для производства
Кому точно подходит
- Цехам металлоконструкций, где основной процесс — MIG/MAG по углеродистой стали, но периодически требуется MMA для сборки и ремонта.
- Производствам корпусных и рамных изделий, где важна универсальность одного источника под разные материалы и толщины.
- Сервисным участкам и ремонтным службам, которым нужен рабочий вариант для полуавтомата, электродной сварки и TIG DC без покупки трех отдельных аппаратов.
- Предприятиям с повторяющейся номенклатурой, где полезны синергия и память программ для быстрого возврата к типовым режимам.
- Участкам, где встречается алюминий, но основной объем работ все же приходится на сталь и нержавейку.
- Мастерским с интенсивной ежедневной эксплуатацией, которым нужен профессиональный источник с запасом по функциональности и понятным управлением.
Когда лучше выбрать другой класс
- Если основной технологический процесс — TIG AC/DC по алюминию, особенно на ответственных декоративных или тонкостенных изделиях.
- Если производство требует импульсного MIG/MAG или двойного импульса для снижения тепловложения и улучшения внешнего вида шва.
- Если нужна работа на токах выше возможностей данного источника в полуавтоматическом режиме при длительных тяжелых циклах.
- Если на участке критична разнесенная подача проволоки с отдельным подающим устройством для больших габаритов изделия или длинных коммуникаций.
- Если требуется подключение дистанционного управления и специализированной автоматизации поста.
Типовые ошибки выбора
- Путать наличие MIG для алюминия с полноценным TIG AC/DC. Для алюминия в полуавтоматическом режиме аппарат подходит, для TIG по алюминию нужен другой источник.
- Выбирать аппарат только по максимальному току. Для производства важнее смотреть на ток при 100 % ПН, характер нагрузки и реальные режимы в смене.
- Не учитывать отсутствие импульса. Если технология уже построена на PULSE, переход на классический MIG без пересмотра режимов может не дать ожидаемого результата.
- Недооценивать подбор оснастки для алюминия. Даже при подходящем источнике неправильные ролики, канал горелки и наконечники ухудшают стабильность подачи.
- Не закладывать расходные материалы и кабельную часть в поставку. Для запуска поста нужен не только источник, но и правильно подобранные комплектующие под конкретный процесс.
- Использовать универсальный аппарат как замену специализированному на всех операциях. Универсальность полезна, но при узкопрофильной серийной технологии иногда эффективнее отдельный специализированный источник.
Гарантия и сервис
На аппарат предоставляется гарантия 5 лет. Для промышленного оборудования это значимый показатель, особенно при закупке техники на участок с регулярной нагрузкой и планируемым сроком эксплуатации в несколько лет.
Оборудование поддерживается через авторизованный сервис, что важно для предприятий, которым нужны понятные условия гарантийного и постгарантийного обслуживания, поставка расходных и заменяемых узлов, а также предсказуемость по срокам восстановления техники. Доступна версия поставки с оформлением НАКС при необходимости соответствия требованиям конкретного проекта или производственного регламента.
Оснастка и комплектация
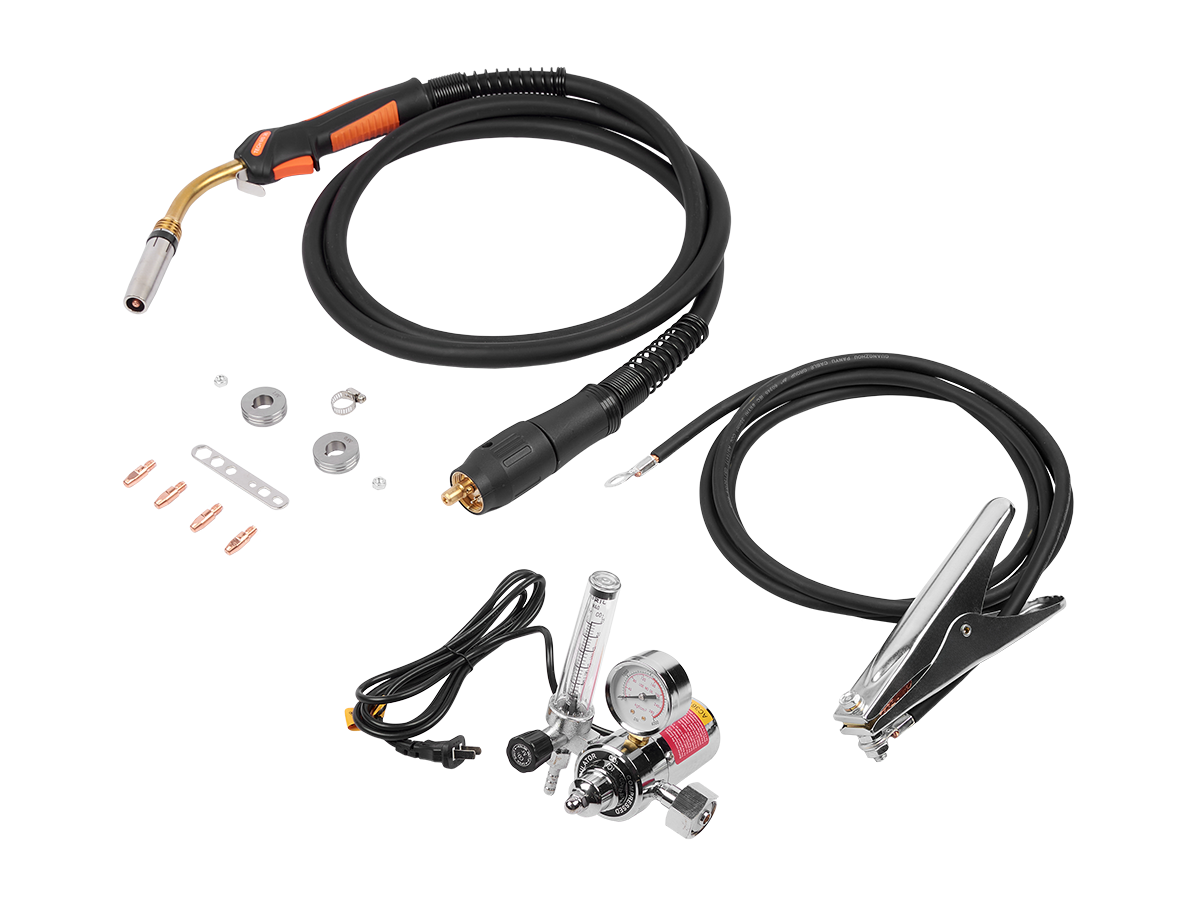
В стандартный комплект поставки входят:
- сварочный аппарат — 1 шт.;
- зажим на массу с кабелем 300 А, 3 м — 1 шт.;
- горелка в сборе MS-24, 3 м — 1 шт.;
- редуктор с подогревом — 1 шт.;
- газовый шланг — 1 шт.
Такой комплект позволяет быстро подготовить пост к запуску в полуавтоматическом режиме. Наличие горелки, кабеля массы, редуктора и газового шланга сокращает объем первоначальной доукомплектации, но для стабильной производственной работы важно сразу подобрать расходники под конкретный материал, проволоку и режимы сварки.
Источник совместим с типовой оснасткой для профессионального MIG/MAG-поста благодаря евроразъему. Это упрощает замену и подбор горелки под фактическую нагрузку, длину рукава и специфику задач. При использовании MMA и TIG дополнительно подбираются соответствующие кабели, держатели и аргонодуговая оснастка под технологию предприятия.
Что докупить сразу
- Комплект расходников под выбранную проволоку — в первую очередь контактные наконечники, сопла и держатели наконечников под нужный диаметр и материал.
- Проволоку под основную номенклатуру — для запуска поста заранее подбирают сварочную проволоку по марке металла, диаметру и типу защитной среды.
- Дополнительную или более мощную горелку — если планируется длительная работа на повышенных токах, имеет смысл сразу оценить подходящие горелки MIG под реальную тепловую нагрузку.
- Газовую арматуру и расход газа — баллон, смесь или аргон, а также при необходимости резервный редуктор для бесперебойной работы участка.
- Кабельную часть для MMA и TIG — соответствующие кабели и разъёмы, если аппарат будет использоваться не только как полуавтомат.
- Средства защиты сварщика — для запуска поста нужны подходящие краги сварщика и корректно подобранная защита зрения в зависимости от характера работ.
- Оснастку для обслуживания шва — на производстве сразу востребован щётки и зачистной инструмент для подготовки кромок и межслойной обработки.
- Организацию мобильного поста — если аппарат будет перемещаться между рабочими зонами, полезно предусмотреть тележки для сварочного оборудования с местом под газовый баллон и оснастку.
Остались вопросы?
Звоните: 8 (812) 244-91-60
Запросить КП: mail@spb-svarka.ru
| Производитель | Сварог |
| Серия | PRO |
| Тип питания | Инвертор |
| Режимы сварки | MMA, TIG, MIG, MAG |
| Напряжение питающей сети | 380 В |
| Розетка 36 В | Да |
| Частота питающей сети | 50 Гц |
| Сварочный ток MIG | 30 — 270 А |
| Сварочный ток MMA | 20 — 220 А |
| Сварочный ток TIG | 20 — 270 А |
| Потребляемый ток | 16.6 А |
| Сварочный ток MIG при ПН 100% | 190 А |
| Сварочный ток MMA при ПН 100% | 155 А |
| Сварочный ток TIG при ПН 100% | 190 А |
| Рабочее напряжение | 17 — 27.5 В |
| Рабочее напряжение MIG | 17 — 27.5 В |
| Рабочее напряжение ММА | 22 — 28.8 В |
| Рабочее напряжение TIG | 12 — 20.8 В |
| Напряжение холостого хода | 62 В |
| Напряжение холостого хода MIG | 62 В |
| Напряжение холостого хода MMA | 62 В |
| Напряжение холостого хода TIG | 13 В |
| Потребляемая мощность | 9.35 кВт |
| Потребляемая мощность MIG | 9.35 кВт |
| Потребляемая мощность ММА | 7.9 кВт |
| Потребляемая мощность TIG | 7 кВт |
| Коэффициент мощности | 0.85 |
| ПН | 60 % |
| ПН при 40°C | 60 % |
| КПД | 80 % |
| Подающий механизм | Встроенный |
| Скорость подачи проволоки | 2 — 24 м/мин |
| Диаметр сварочной проволоки MIG | 0.6 мм, 0.8 мм, 1 мм, 1.2 мм |
| Диаметр электрода MMA | 1.6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм |
| Максимальная масса катушки | 15 кг, 20 кг |
| Максимальный диаметр катушки | 300 мм |
| Тестовая продувка газа | Да |
| Продувка после сварки | Да |
| Холостой прогон проволоки | Да |
| Класс изоляции | H |
| Класс защиты | 23 |
| Индуктивность | Да |
| Регулировка индуктивности | Да |
| Смена полярности | Да |
| Synergy | Да |
| VRD | Да |
| Hot Start | Да |
| Форсаж дуги | Да |
| Режим работы 2Т/4Т | Да |
| Режим сварки AC/DC | Нет |
| Сварка алюминия | Да |
| Сварка порошковой проволокой | Да |
| Режим импульсной сварки | Нет |
| Импульсный режим MIG | Нет |
| Режим двойного импульса MIG | Нет |
| Цифровой дисплей | Да |
| Возможность подключения пульта ДУ | Нет |
| Подставка под баллон | Нет |
| Способ возбуждения дуги | Lift |
| Регулировка заварки кратера | Да |
| Тип охлаждения | Воздух |
| Память программ сварки | Да |
| Габариты | 597 × 298 × 503 мм |
| Вес | 23.6 кг |
| Возможность приобретения с НАКС | Да |
| Гарантия | 5 лет |
| Сигнальный разъем | Евро |
- Инверторный сварочный аппарат - 1 шт.
- Горелка в сборе MS 36, 3 м1 - шт.
- Устройство подающее WF—12 (F0B5) - 1 шт.
- Силовой кабель подающего устройства (5 м) - 1 шт.
- Кабель управления подающим устройством (5.2 м) - 1 шт.
- Клемма заземления в сборе 300 А, 3 м - 1 шт.
- Комплект ЗИП - 1 шт.
- Ролик подающий V 1.0/1.2 (установлен на аппарате) - 1 шт.
- Ролик подающий V 0.8/1.0 (в комплекте) - 2 шт.
- Рукав газовый Ø 8мм, 6, 5 м. - 1 шт.
- Регулятор расхода газа с подогревателем 36 В - 1 шт.
- Руководство по эксплуатации и паспорт - 1 шт.
СПБ Сварка - поставщик сварочного оборудования. Тел.: 8(812)244-91-60, E-mail: mail@spb-svarka.ru