")
")
")
")
")
")
")
")
")
")
Категория: Полуавтоматы
Сварочный инвертор-полуавтомат Сварог PRO SMART MIG 250 (N248S)
Профессиональный инвертор для MIG/MAG, MMA и TIG сварки. Ток до 270 А, встроенный подающий механизм, синергетика. Работает от сети 36 В, вес 23.6 кг.
Сварочный инвертор-полуавтомат Сварог PRO SMART MIG 250 (N248S) — профессиональный многопроцессный источник для цеховой эксплуатации, сервисного участка, ремонтного поста и небольшого производства. Аппарат объединяет полуавтоматическую сварку MIG/MAG, ручную дуговую сварку MMA и аргонодуговую сварку TIG Lift, что позволяет закрывать широкий круг задач по конструкционной стали, нержавеющим сталям и ряду цветных металлов. По току, функционалу и оснащению это рабочий вариант для ежедневной нагрузки, когда важны универсальность, стабильная дуга и предсказуемый результат на разных толщинах металла.
Как мы поставляем
Поставляем сварочное оборудование на предприятия Санкт-Петербурга и по всей России. Работаем с НДС, поддерживаем электронный документооборот через Контур.Диадок и СБИС. Возможна отгрузка со склада и поставка под заказ, в зависимости от требуемой комплектации и сроков проекта.
Для производственных заказчиков подбираем комплект под техническое задание: источник, горелку, кабельную группу, газовую обвязку, расходные материалы и сопутствующую оснастку. Для ряда брендов можем организовать демонстрацию оборудования в работе — условия и доступность лучше уточнять у менеджера при согласовании заявки.
Описание и возможности
Сварог PRO SMART MIG 250 (N248S) относится к профессиональному классу инверторных источников с встроенным подающим механизмом. Основное назначение аппарата — полуавтоматическая сварка в среде защитного газа, но по факту это универсальная установка, которая позволяет работать в трёх технологиях без привлечения отдельного оборудования на каждый процесс.
Три процесса в одном источнике
- Полуавтоматическая сварка MIG/MAG — основной режим для производительной работы по низкоуглеродистой стали, нержавейке, тонколистовому металлу, профильной трубе, корпусным деталям и алюминию.
- Ручная дуговая сварка MMA — режим для монтажных, ремонтных и выездных задач, где удобнее использовать штучный электрод.
- Аргонодуговая сварка TIG Lift — процесс для более аккуратной сварки постоянным током с контактным поджигом дуги, когда требуется лучше контролировать ванну и внешний вид шва.
Такой набор режимов удобен там, где на одном участке приходится решать разные задачи: от сварки рам и каркасов до ремонта деталей, от тонколистовых работ до наплавки и сборки узлов средней толщины.
Диапазоны тока и рабочие параметры
Источник развивает максимальный сварочный ток до 250 А, а максимальный ток по системе управления достигает 270 А. Для практической эксплуатации важнее не пиковое значение, а рабочие диапазоны по каждому процессу:
- MIG/MAG: 30–270 А при рабочем напряжении 17–27,5 В.
- MMA: 20–220 А при рабочем напряжении 22–28,8 В.
- TIG Lift: 20–270 А при рабочем напряжении 12–20,8 В.
Такой диапазон позволяет уверенно работать как по тонкому металлу, так и по деталям средней толщины, где нужен запас по проплавлению и устойчивое ведение дуги. Напряжение холостого хода в MIG/MAG и MMA составляет 62 В, в TIG — 13 В. Для MMA это даёт уверенный поджиг, а для TIG Lift обеспечивает корректную работу контактного старта.
Производительность и продолжительность включения
Для оценки реальной пригодности аппарата к ежедневной работе важен показатель продолжительности включения. Установка имеет ПВ 60 % при 40 °C, то есть рассчитана не на лабораторные, а на цеховые условия с повышенной температурой окружающей среды.
На 100 % ПВ аппарат способен работать:
- в режиме MIG/MAG — до 190 А;
- в режиме MMA — до 155 А;
- в режиме TIG — до 190 А.
Для производственного участка это означает, что на токах, характерных для большинства повседневных задач, источник может работать длительно и ритмично, без постоянных остановок на охлаждение. При сварке профильной трубы, листовых заготовок, кронштейнов, рам, опорных элементов и ремонтных деталей запас по ПВ ощущается как практическое преимущество, а не как формальная цифра в паспорте.
Инверторная схема и энергопотребление
Аппарат выполнен по инверторной технологии, что обеспечивает стабильную характеристику дуги, более точную регулировку параметров и адекватную энергоэффективность для профессионального класса. Потребляемая мощность составляет:
- MIG/MAG: 9,35 кВт;
- MMA: 7,9 кВт;
- TIG: 7 кВт.
Потребляемый ток — 16,6 А, коэффициент мощности — 0,85, КПД — 80 %. Для производственника это означает понятные требования к питающей сети и предсказуемую нагрузку при планировании рабочего поста. Частота питающей сети — 50 Гц.
Полуавтоматический режим MIG/MAG: основной рабочий процесс
Именно в режиме полуавтомата этот источник раскрывается наиболее полно. Диапазон тока 30–270 А и скорость подачи проволоки 2–24 м/мин позволяют настроить процесс как под тонкий лист, так и под более производительную сварку металла средней толщины. Встроенный подающий механизм удобен для стационарного поста: меньше внешних соединений, проще логистика оборудования на участке, меньше риск случайных повреждений отдельного подающего блока.
Для оператора важны не только цифры тока, но и набор функций, которые реально влияют на качество шва и удобство настройки.
Синергетическое управление и ручная корректировка
Аппарат поддерживает синергетический режим (Synergy). На практике это полезно, когда на участке работают сварщики с разным уровнем подготовки или когда требуется быстро перенастраивать пост между типовыми изделиями. Синергетика автоматически согласует ключевые параметры процесса, сокращая время подбора режима и снижая вероятность грубых ошибок на старте.
При этом источник не ограничивает опытного специалиста только автоматическими пресетами. Если требуется точная доводка под конкретную задачу — например, под определённую жёсткость дуги, характер переноса металла или минимизацию брызг на конкретной марке стали, — оператор может корректировать параметры вручную.
Регулировка индуктивности
Наличие регулировки индуктивности — важный признак аппарата не бытового, а рабочего профессионального уровня. Эта функция позволяет менять динамику дуги в MIG/MAG:
- смягчать дугу при работе по тонкому металлу;
- уменьшать разбрызгивание;
- влиять на форму валика и глубину проплавления;
- подстраивать процесс под разные пространственные положения и типы соединений.
На кузовном металле и тонком листе корректировка индуктивности помогает снизить агрессивность тепловложения и аккуратнее контролировать ванну. На более жёстких конструкциях можно получить более собранную и стабильную дугу под производительную сварку.
Сварка алюминия и порошковой проволокой
Аппарат рассчитан для сварки алюминия в режиме MIG/MAG. Это важно для мастерских и производственных участков, где кроме чёрной стали периодически встречаются алюминиевые детали, корпуса, кронштейны, тонкостенные профили и ремонтные элементы. Для корректной работы по алюминию нужно учитывать подбор канала подачи, роликов, наконечников и расходников, а также характер самой горелки и длину рукава.
Также источник поддерживает сварку порошковой проволокой. Для таких задач предусмотрена смена полярности, что расширяет применение аппарата на объектах, где работа с защитным газом затруднена или нецелесообразна. Это полезно на монтажных площадках, при ремонте металлоконструкций и в условиях, где важна мобильность поста.
Функции, которые ускоряют работу в MIG/MAG
- Режим 2Т/4Т — удобен как для коротких швов и прихваток, так и для длинных проходов без постоянного удержания кнопки на горелке.
- Регулировка заварки кратера — снижает риск дефекта в конце шва, особенно на ответственных соединениях и при работе по нержавеющей стали.
- Тестовая продувка газа — позволяет проверить подачу газа до начала сварки, что полезно после замены баллона, редуктора или шланга.
- Продувка после сварки — защищает горячую зону шва и стабилизирует окончание процесса.
- Холостой прогон проволоки — ускоряет заправку новой катушки и уменьшает время переналадки.
В реальной эксплуатации именно такие функции экономят время поста, особенно когда оборудование используется ежедневно и перенастраивается по нескольку раз за смену.
MMA: ручная дуговая сварка для монтажа и ремонта
Режим MMA с диапазоном 20–220 А делает аппарат полезным не только как полуавтомат, но и как полноценный источник для ручной дуговой сварки. Это удобно для ремонтных служб, слесарно-сварочных участков, сервисных подразделений и монтажных бригад, где часть работ удобнее выполнять электродом.
В MMA доступны функции:
- Горячий старт (Hot Start) — облегчает первичный поджиг электрода;
- Форсаж дуги (Arc Force) — поддерживает устойчивость горения при короткой дуге и снижает риск залипания;
- Снижение напряжения холостого хода (VRD) — повышает безопасность работы в условиях, где к этому предъявляются дополнительные требования.
На практике такой набор делает источник удобным для сварки рам, закладных элементов, ремонтных кронштейнов, металлоконструкций, опор, площадок и различных деталей, где не требуется полуавтоматическая оснастка или условия не позволяют использовать газ.
TIG Lift: аккуратная сварка постоянным током
Режим аргонодуговой сварки TIG Lift рассчитан на работы, где важны более чистый шов, точный контроль ванны и аккуратная подача присадки. Диапазон 20–270 А позволяет использовать источник для нержавеющей стали, углеродистых сталей, меди, бронзы и ряда других материалов, свариваемых на постоянном токе.
Поджиг выполняется способом Lift, то есть касанием с последующим отрывом. Для сервисного участка и небольшого производства это практичный формат, когда TIG нужен как дополнительный процесс без перехода на отдельный специализированный AC/DC-источник.
При этом важно учитывать ограничение: аппарат не поддерживает режим AC/DC. Следовательно, TIG-сварка алюминия на нём не предусмотрена. Если алюминий требуется варить именно аргонодуговым способом, нужно выбирать другой класс оборудования. Здесь алюминий — это задача именно для полуавтоматического процесса MIG.
Управление, индикация и память программ
Источник оснащён цифровым дисплеем, что упрощает повторяемую настройку и контроль параметров. Для производственной среды это важно: сварщик видит конкретные значения, а мастер участка может стандартизировать режимы под типовые изделия.
Наличие памяти программ сварки позволяет сохранять рабочие настройки. Это удобно в следующих сценариях:
- отдельные режимы под тонкий лист и профильную трубу;
- сохранённые параметры под нержавеющую сталь;
- быстрый переход между ремонтным и серийным режимом;
- снижение влияния человеческого фактора при сменной работе.
Конструкция, защита и условия эксплуатации
Аппарат рассчитан на работу в реальных производственных условиях, а не только в чистой зоне. Воздушное охлаждение упрощает обслуживание и делает установку понятной в эксплуатации. Класс изоляции H говорит о хорошем запасе по термостойкости изоляционных материалов, а класс защиты IP23 подтверждает пригодность к работе в условиях цеха и на участке сварки при соблюдении стандартных требований по размещению оборудования.
Для закупщика и инженера важны именно такие параметры, потому что они напрямую связаны с ресурсом аппарата при ежедневной нагрузке, особенно если рядом ведутся зачистка, резка, шлифовка и другая работа, создающая пыль и загрязнение воздуха.
Подключение и интерфейсы
Горелка подключается через евроразъём, что упрощает подбор и замену оснастки. Это распространённый промышленный стандарт, поэтому на посту проще использовать совместимые горелки MIG разной длины и конфигурации под конкретную задачу.
Дополнительно предусмотрена розетка 36 В. Такая опция может быть полезна при подключении вспомогательных устройств на рабочем месте, если это предусмотрено организацией поста.
Практика выбора для производства
Кому точно подходит
- Небольшим и средним производственным участкам, где нужен один универсальный источник под MIG/MAG, MMA и TIG Lift без покупки трёх отдельных аппаратов.
- СТО, кузовным и ремонтным мастерским, где приходится работать с тонколистовым металлом, выхлопными системами, кронштейнами, подрамниками, рамными элементами и корпусными деталями.
- Слесарно-сварочным цехам, которые изготавливают ворота, ограждения, каркасы, стеллажи, опоры, фермы, технологические рамы и другие конструкции из стали.
- Сервисным подразделениям предприятий, где важен быстрый переход между процессами: полуавтомат для основной работы, MMA для ремонта на месте, TIG для аккуратных соединений из нержавейки.
- Участкам, где периодически выполняется сварка алюминия и нужен рабочий полуавтомат для таких задач без перехода в более тяжёлый импульсный класс.
- Организациям, которым важна повторяемость настроек за счёт синергетики, цифровой индикации и памяти программ.
Когда лучше выбрать другой класс
- Если основная задача — TIG-сварка алюминия. Для этого нужен аппарат с переменным током, то есть AC/DC-источник.
- Если производство постоянно работает по алюминию и нержавейке с высокими требованиями к внешнему виду шва. В таком случае часто предпочтительнее полуавтомат с Импульсным режимом (PULSE) или Двойным импульсом (Double Pulse).
- Если требуется более высокий ток и длительная непрерывная работа на толстом металле. Тогда стоит смотреть в сторону более тяжёлого промышленного класса с большим запасом по ПВ.
- Если нужен выносной подающий механизм для крупногабаритных изделий, длинных трасс или работы на сложных сборочных постах.
- Если на объекте критична работа от нестабильной сети с особыми требованиями по электропитанию. Здесь нужно отдельно оценивать параметры площадки и иногда выбирать специализированный источник.
Типовые ошибки выбора
- Ожидание импульсной сварки там, где её нет. Для алюминия и тонкой нержавейки многие сразу предполагают наличие PULSE, но у этой модели импульсный режим не предусмотрен. Аппарат решает такие задачи классическим MIG/MAG, и это нужно учитывать заранее.
- Попытка использовать TIG для алюминия. Режим TIG Lift работает на постоянном токе, поэтому для алюминия он не подходит. Если задача — аргонодуговая сварка алюминия, нужен AC/DC.
- Недооценка роли оснастки при сварке алюминия. Один только аппарат не гарантирует стабильную подачу мягкой проволоки. Нужны правильные контактные наконечники, ролики, канал, а иногда и другая конфигурация горелки.
- Выбор полуавтомата без учёта реального ПВ. Покупатели часто смотрят только на максимальный ток, но для ежедневной работы важнее, какой ток аппарат держит длительно. Для серийных задач это критичнее паспортного пика.
- Игнорирование требований к газовой обвязке. Неправильно подобранный редуктор, утечки в шлангах или некачественный газ приводят к порам и нестабильной дуге, хотя причина не в источнике.
- Использование универсального режима без доводки под конкретное изделие. Даже при наличии синергетики для тонкого листа, корневого прохода или сварки нержавейки требуется корректировать индуктивность, напряжение и технику ведения шва.
Гарантия и сервис
На аппарат предоставляется гарантия 5 лет, что для профессионального сегмента является существенным аргументом при закупке оборудования в эксплуатацию на постоянной основе. Для предприятия это означает более предсказуемую стоимость владения и понятный горизонт сервисной поддержки.
Оборудование этого класса целесообразно приобретать с расчётом на дальнейшее обслуживание в авторизованном сервисе: диагностика, регламентные проверки, замена изнашиваемых узлов, восстановление кабельной группы и ремонт электроники при необходимости. Для производственной эксплуатации важно соблюдать базовые требования: не перекрывать вентиляцию, регулярно очищать аппарат от пыли, контролировать качество питающей сети и состояние силовых соединений.
Дополнительно доступно исполнение с возможностью приобретения с НАКС, если объект или вид работ требует соответствующего оформления оборудования под действующие регламенты.
Оснастка и комплектация
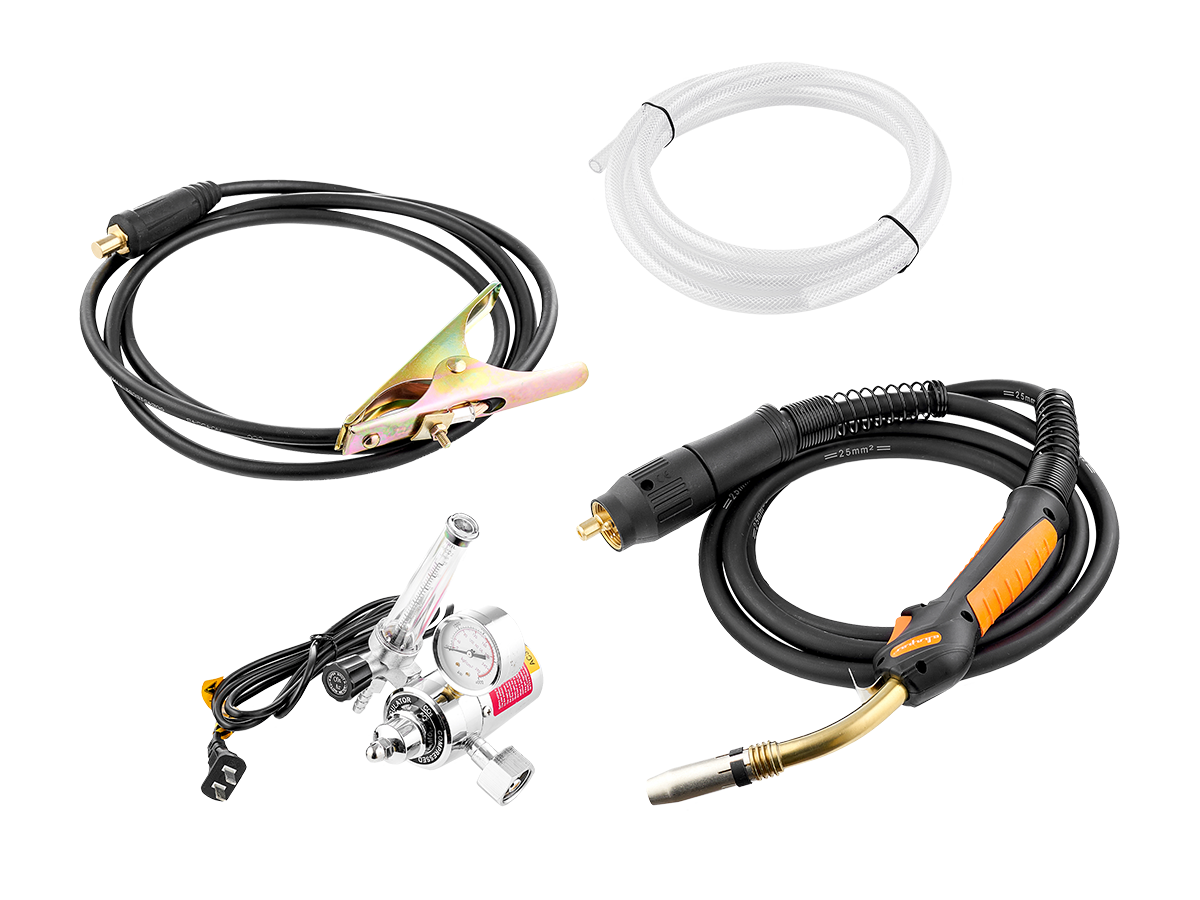
Аппарат поставляется в рабочем наборе, достаточном для базового ввода в эксплуатацию:
- сварочный аппарат — 1 шт.;
- зажим на массу с кабелем 300 А, 3 м — 1 шт.;
- горелка в сборе MS-24, 3 м — 1 шт.;
- редуктор с подогревом — 1 шт.;
- газовый шланг — 1 шт.
Такой комплект удобен для быстрого запуска поста, особенно если оборудование приобретается для сервисного участка или новой рабочей ячейки. Наличие горелки и газовой обвязки сокращает объём стартовых закупок, но для производственной эксплуатации обычно сразу подбирают и расходную часть под конкретные материалы и режимы.
Благодаря евроразъёму источник совместим с распространёнными полуавтоматическими горелками соответствующего класса. Это упрощает замену штатной оснастки на более длинную, более лёгкую или специализированную под конкретную задачу. При работе в режиме MMA потребуется подобрать держатель электрода с подходящей кабельной группой, а для TIG Lift — совместимую горелку и газовую оснастку под процесс.
Встроенный подающий механизм рассчитан на работу с катушками промышленного формата, а диапазон скорости подачи 2–24 м/мин позволяет использовать аппарат как под спокойные режимы на тонком металле, так и под более производительную сварку на участке изготовления металлоконструкций.
Что докупить сразу
- Комплект расходников под материал и режим. Для полуавтомата это в первую очередь контактные наконечники, сопла, диффузоры и ролики подачи под нужный диаметр проволоки.
- Сварочную проволоку под конкретные задачи: омеднённую для конструкционной стали, нержавеющую для коррозионностойких сталей, алюминиевую — если аппарат планируется использовать для сварки алюминия.
- Дополнительную или специализированную горелку. Штатной MS-24 достаточно для многих задач, но при интенсивной работе нередко сразу подбирают другие горелки MIG по длине, эргономике или току.
- Газовую обвязку рабочего поста. Помимо комплектного редуктора часто нужны баллон, качественные газовые рукава, переходники и расходная арматура под фактическую схему подключения.
- Кабели и разъёмы для MMA и дополнительных подключений. На производстве полезно сразу собрать кабельную группу нужной длины под конкретное рабочее место.
- Сварочные маски с корректным диапазоном затемнения и режимом для полуавтомата, чтобы сварщик мог уверенно работать как на прихватках, так и на длинных проходах.
- Краги сварщика и другая защитная экипировка под реальную тепловую нагрузку, особенно если аппарат будет использоваться не эпизодически, а при ежедневной работе.
- Щётки и зачистной инструмент для подготовки кромок, удаления окалины, межслойной очистки и финишной доводки шва.
Если источник планируется использовать как основной полуавтомат на участке сварки, имеет смысл сразу согласовать полный комплект расходников на первый цикл эксплуатации. Это позволяет избежать простоев после запуска и быстрее вывести пост на стабильный режим работы.
Остались вопросы?
Звоните: 8 (812) 244-91-60
Запросить КП: mail@spb-svarka.ru
| Производитель | Сварог |
| Серия | PRO |
| Тип питания | Инвертор |
| Режимы сварки | MMA, TIG, MIG, MAG |
| Напряжение питающей сети | 380 В |
| Розетка 36 В | Да |
| Частота питающей сети | 50 Гц |
| Сварочный ток MIG | 30 — 270 А |
| Сварочный ток MMA | 20 — 220 А |
| Сварочный ток TIG | 20 — 270 А |
| Потребляемый ток | 16.6 А |
| Сварочный ток MIG при ПН 100% | 190 А |
| Сварочный ток MMA при ПН 100% | 155 А |
| Сварочный ток TIG при ПН 100% | 190 А |
| Рабочее напряжение | 17 — 27.5 В |
| Рабочее напряжение MIG | 17 — 27.5 В |
| Рабочее напряжение ММА | 22 — 28.8 В |
| Рабочее напряжение TIG | 12 — 20.8 В |
| Напряжение холостого хода | 62 В |
| Напряжение холостого хода MIG | 62 В |
| Напряжение холостого хода MMA | 62 В |
| Напряжение холостого хода TIG | 13 В |
| Потребляемая мощность | 9.35 кВт |
| Потребляемая мощность MIG | 9.35 кВт |
| Потребляемая мощность ММА | 7.9 кВт |
| Потребляемая мощность TIG | 7 кВт |
| Коэффициент мощности | 0.85 |
| ПН | 60 % |
| ПН при 40°C | 60 % |
| КПД | 80 % |
| Подающий механизм | Встроенный |
| Скорость подачи проволоки | 2 — 24 м/мин |
| Диаметр сварочной проволоки MIG | 0.6 мм, 0.8 мм, 1 мм, 1.2 мм |
| Диаметр электрода MMA | 1.6 мм, 2 мм, 2.5 мм, 3 мм, 3.2 мм, 4 мм, 5 мм |
| Максимальная масса катушки | 15 кг, 20 кг |
| Максимальный диаметр катушки | 300 мм |
| Тестовая продувка газа | Да |
| Продувка после сварки | Да |
| Холостой прогон проволоки | Да |
| Класс изоляции | H |
| Класс защиты | 23 |
| Индуктивность | Да |
| Регулировка индуктивности | Да |
| Смена полярности | Да |
| Synergy | Да |
| VRD | Да |
| Hot Start | Да |
| Форсаж дуги | Да |
| Режим работы 2Т/4Т | Да |
| Режим сварки AC/DC | Нет |
| Сварка алюминия | Да |
| Сварка порошковой проволокой | Да |
| Режим импульсной сварки | Нет |
| Импульсный режим MIG | Нет |
| Режим двойного импульса MIG | Нет |
| Цифровой дисплей | Да |
| Возможность подключения пульта ДУ | Нет |
| Подставка под баллон | Нет |
| Способ возбуждения дуги | Lift |
| Регулировка заварки кратера | Да |
| Тип охлаждения | Воздух |
| Память программ сварки | Да |
| Габариты | 597 × 298 × 503 мм |
| Вес | 23.6 кг |
| Возможность приобретения с НАКС | Да |
| Гарантия | 5 лет |
| Сигнальный разъем | Евро |
- Инверторный сварочный аппарат - 1 шт.
- Горелка в сборе TECH MS 24, 3 м - 1 шт.
- Клемма заземления в сборе 300 А, 3 м - 1 шт.
- Комплект ЗИП - 1 шт.
- Ролик подающий V 0.8/1.0 (установлен на аппарате) - 1 шт.
- Рукав газовый Ø 6, 4 м. - 1 шт.
- Регулятор расхода газа с подогревателем 36 В - 1 шт.
- Руководство по эксплуатации - 1 шт.
- Паспорт - 1 шт.
СПБ Сварка - поставщик сварочного оборудования. Тел.: 8(812)244-91-60, E-mail: mail@spb-svarka.ru